


- AllProduct Category
-
Other Attachments
Fermentation, Extraction, Filtration Equipment
Concentration Equipment
Drying Equipment
Storage Tank
Tower Products
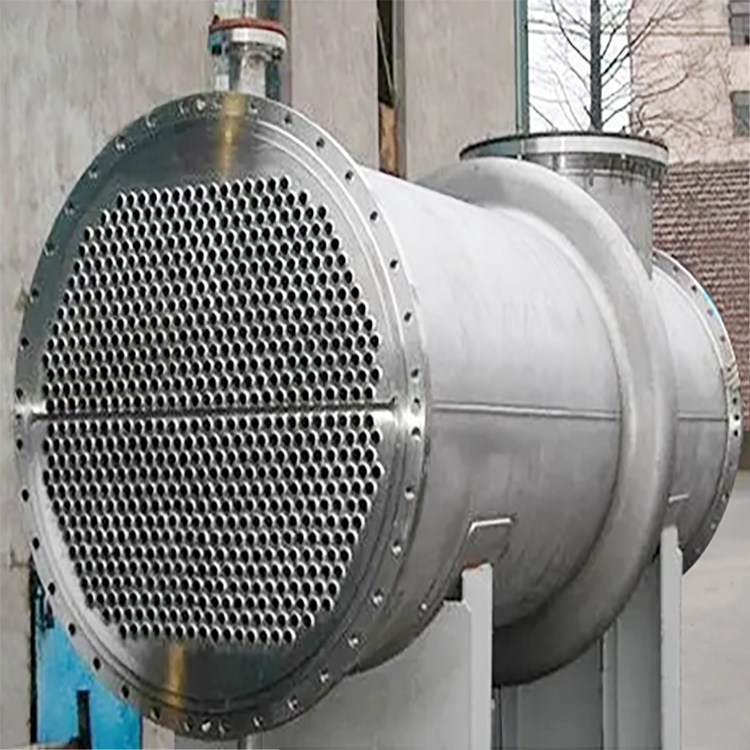
Heat Exchanger
Condenser
Reactor Vessel
Scraper Evaporator












详情描述
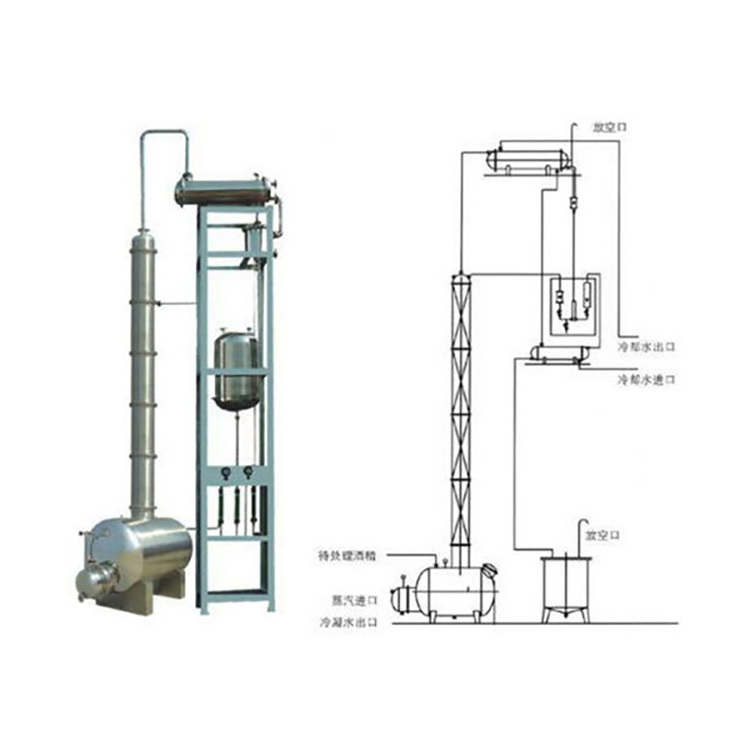
Distillation Tower
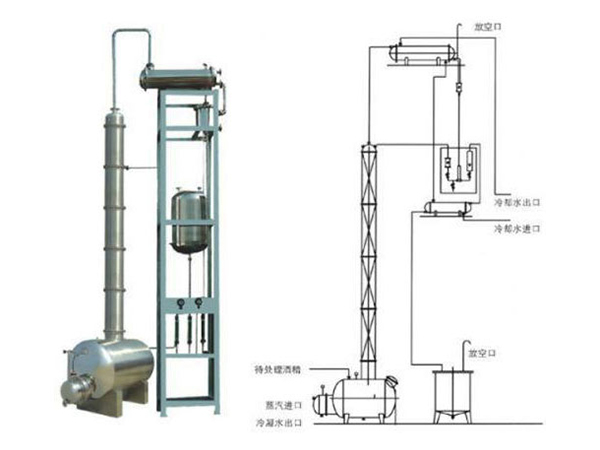
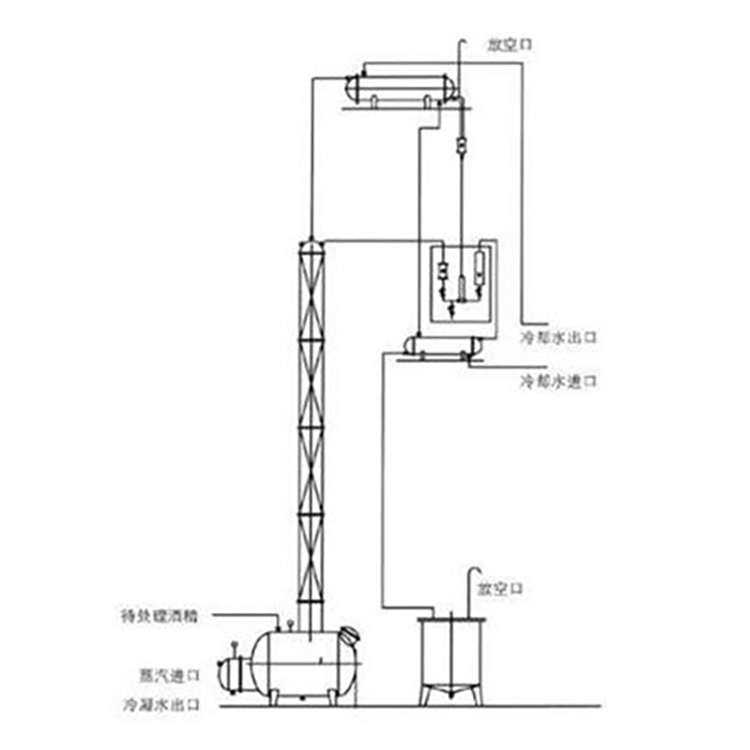
The working principle of a distillation tower
In the fermented and mature must, it contains not only alcohol but also dozens of other substances. When water is added, the concentration of these substances far exceeds that of alcohol. The alcohol content in the mature must is only around 7-11% (by volume), while impurities including water, alcohols, aldehydes, acids, and fats account for nearly 90%. To obtain pure alcohol, it is necessary to employ certain methods to separate the alcohol from the mature must.
During production, a heating distillation method is employed to separate substances with different boiling points, specific gravities, and volatilities from various equipment, thereby obtaining high-purity alcohol.
The working principle of the crude distillation tower is that after the fermented mature mash is preheated, it enters the upper part of the tower. Heated steam is continuously and evenly introduced into the bottom of the tower. Due to the heating effect, the liquid alcohol in the mature mash is converted into alcohol vapor. At the same time, other low-boiling and volatile impurities also become vapor, entering the de-alcoholization tower (or can directly enter the rectification tower) along with the alcohol. The distillation residue at the bottom of the tower is then discharged outside.
When the crude tower is operating normally, the tower top temperature should not be lower than 93°C, but also not too high. Excessive top temperature is detrimental to separation and consumes a large amount of steam. It is generally controlled between 95-96°C.
Low temperatures cause the alcohol in the wort to not fully evaporate, resulting in a significant increase in the escape rate of alcohol.
The boiling point of pure alcohol is 78.3°C, but the boiling point of a mixture containing water and other components is far above 78.3°C. Therefore, the temperature control at the bottom of the crude distillation tower should not be below 105°C, typically ranging between 105°C and 109°C.
Mature mash must be preheated before entering the distillation column to minimize temperature differences, which is conducive to the stable operation of the distillation column.
The wort should typically be preheated to a temperature between 60-70°C. Due to the influence of equipment performance, some production units usually have a lower temperature by 5-10°C.
The de-aldehyde tower operates by the principle that the alcohol in the mature mash is distilled initially, then transitions into a gaseous state and enters the de-aldehyde tower from the top. Inside, it undergoes moderate heating, condensation, and reflux, allowing the low-boiling, volatile impurities such as aldehydes and esters in the crude alcohol to be expelled through the de-aldehyde pipe. The de-aldehyde alcohol then enters the liquid phase rectification tower, while a portion of the heads is introduced into the fermentation mash or mature mash in the heads pipe.
Under normal circumstances, the bottom temperature of the de-aldehyde tower is 86-89°C, the top temperature is controlled at 79°C, the condenser water temperature on the de-aldehyde tower should not be lower than 60°C, and the temperature of the subsequent condenser should not be below 25°C.
The working principle of the distillation column is that after the alcohol is distilled through the above two towers, the alcohol concentration needs to be further increased, and impurities need to be further removed. The purpose of the distillation in the column is to achieve this by heating and vaporizing, condensing, and refluxing, removing the head impurities at the top, extracting the impurities at the middle, and discharging the tail impurities at the bottom, ultimately obtaining the finished product that meets the quality standards—the alcohol.
The working principle of a distillation tower is not limited to purifying alcohol.
The primary function of a distillation tower is to separate mixed liquids by utilizing the principle that different liquids have different volatility (boiling points) under varying conditions, such as different temperatures, thereby achieving purification.
The distillation tower is mainly categorized into tray towers and membrane towers.
Skid-mounted towers are quite common, and their construction can be divided into three main parts: the tower body, the reboiler, and the condenser.
The overhead temperature of the distillation tower should generally be maintained at 79°C, the bottom temperature at 105-107°C, and the middle temperature between 88-92°C under normal wine collection conditions.
The condenser water temperature on the distillation tower should be between 60-65°C, with the condenser temperature ranging from 35-40°C, and the temperature of the subsequent condenser should not be lower than 25°C.
询价单


