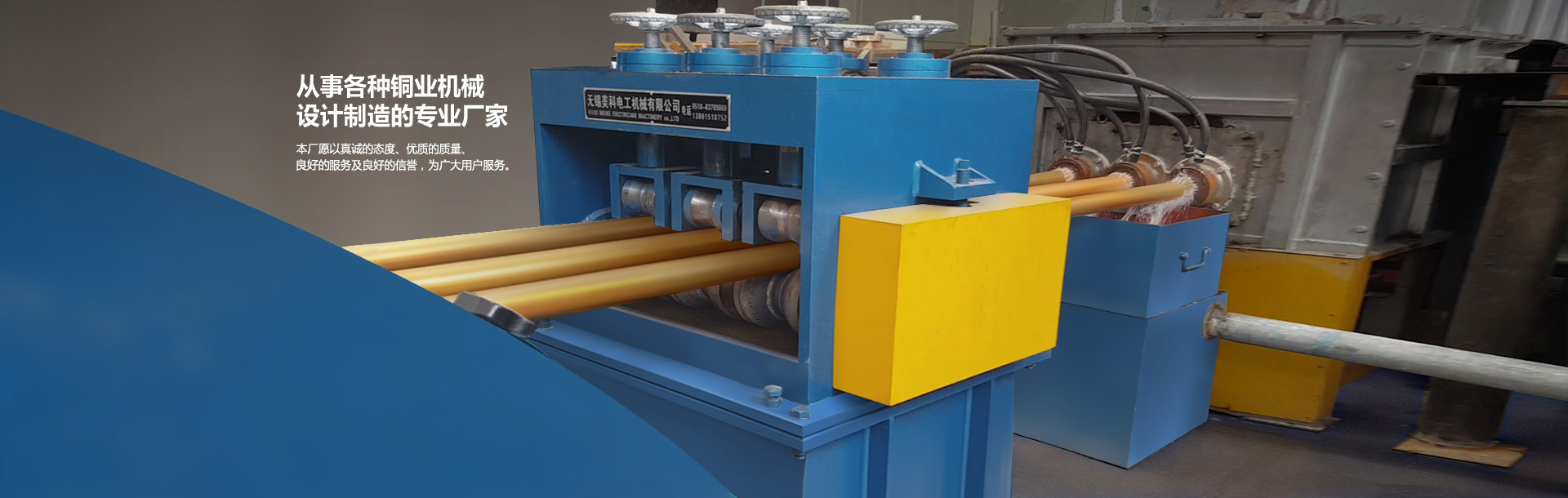




The Up-Draw Continuous Casting Machine is the main equipment for the Up-Draw process. The Up-Draw Rolling is completed through intermittent pulling. The stroke increment, the on-off ratio of the intermittent pulling, the number of pulls, and the stroke increment all affect the quality of the billet. By utilizing a servo motor pulling system, not only is high-frequency intermittent pulling satisfied, but the stroke increment can be freely adjusted according to different billet diameters without deviation, ensuring stable operation.
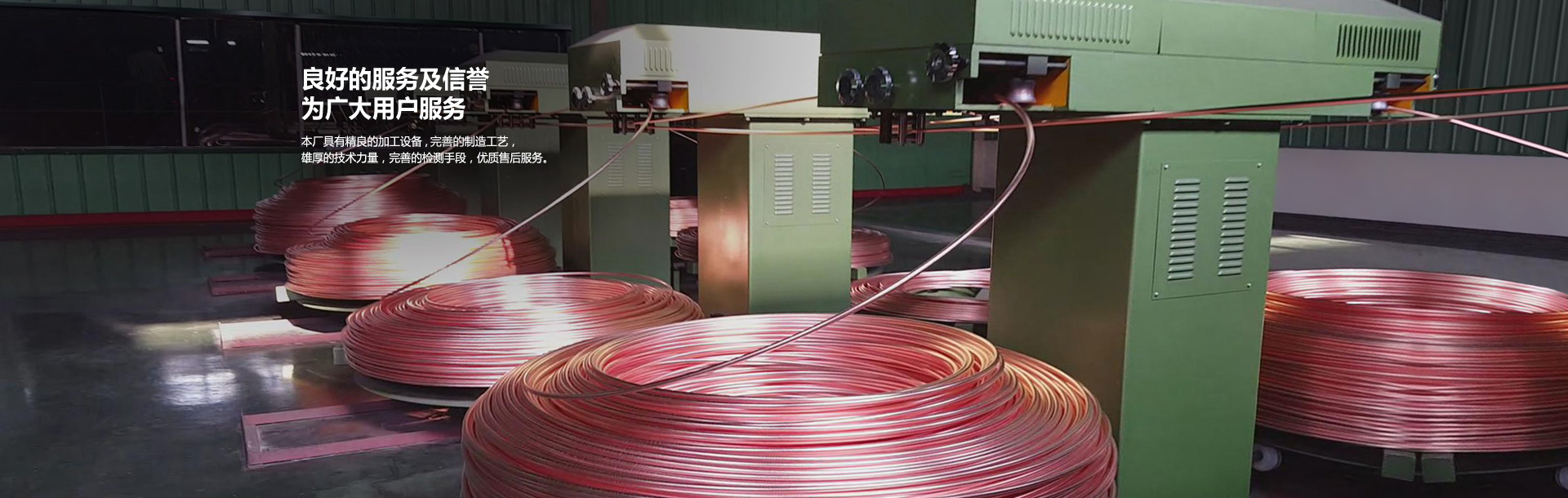
The crystallizer is a key component of the continuous casting machine, playing a decisive role in the quality of the billet and the upward casting speed. Particularly, the structure of the once-cooling zone, the selection of materials, and the dimensional accuracy directly affect the heat conduction and crystallization rate. The gap size between the inner wall of the copper tubes in the secondary cooling zone of the crystallizer and the billet significantly impacts the refrigeration efficiency of the billet.
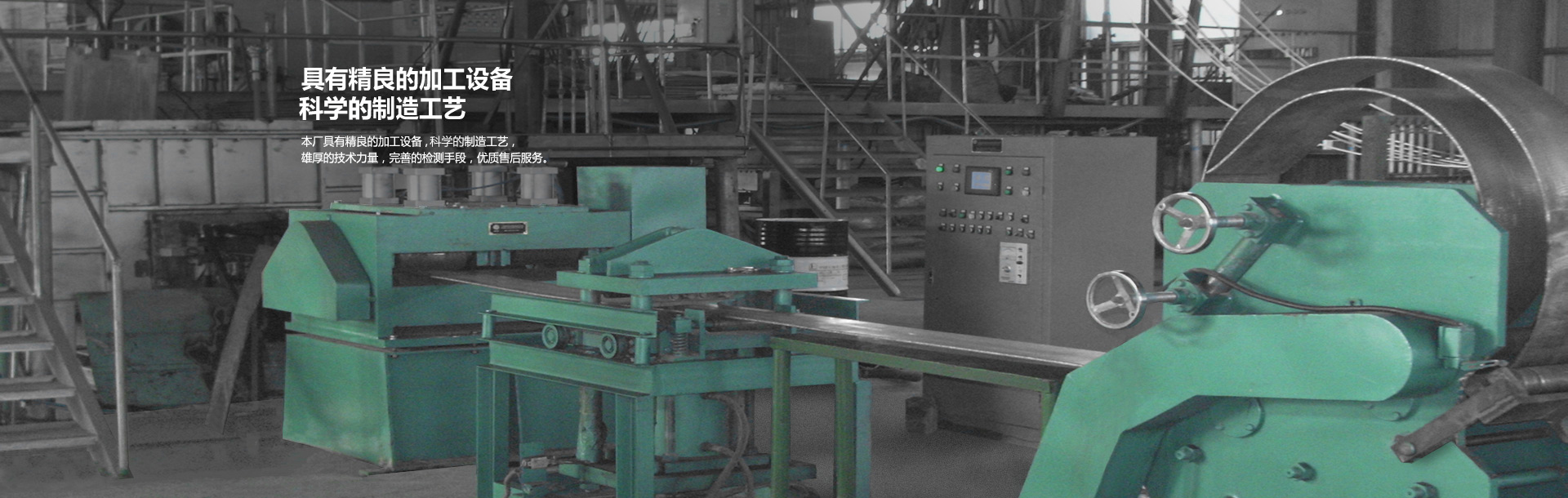
The process of upward continuous casting via the electro-control system is characterized by its simplicity, yet it demands strict control over the process. The temperature and level of the copper liquid, the insertion temperature of the crystallizer into the copper liquid, the tension and frequency of pulling, as well as the pressure, flow rate, and temperature of the cooling water, all need to be maintained within specific ranges. Thankfully, the upward continuous casting machine is equipped with a relatively comprehensive control and reporting system.
During the operation of the continuous casting machine, operators should pay attention to the following: timely maintenance of the crystallizer, ensure cleanliness for de-scaling and decontamination, and ensure that waterways are unobstructed. Electrolytic copper must be clean before entering the furnace and should be preheated and dried in the furnace to remove moisture, etc. Electrolytic copper and waste copper rod wire that do not comply with the process specifications are strictly prohibited from entering the furnace. Material feeding should be balanced, with little added frequently, maintaining stable furnace temperature and a stable copper liquid level.
The copper coins or recycled copper scrap must not float on the copper melt surface and should be promptly hammered into the melt. The charcoal must be roasted before being added to the furnace, and the charcoal cover must be tightly sealed, maintaining a consistent thickness to prevent the copper melt from absorbing oxygen and hydrogen from the air. The process of slag removal and charcoal replacement must be carefully performed according to the technical standards to prevent the copper melt from being exposed to the air and breathing.
Ensure timely removal of slag from the furnace walls to prevent harmful substances from re-entering the copper melt; continuously monitor the quality of copper rods, the level of copper melt, the condition of charcoal cover, and changes in process indicators. In case of abnormal copper rod quality, immediate measures must be taken to address the issue.
