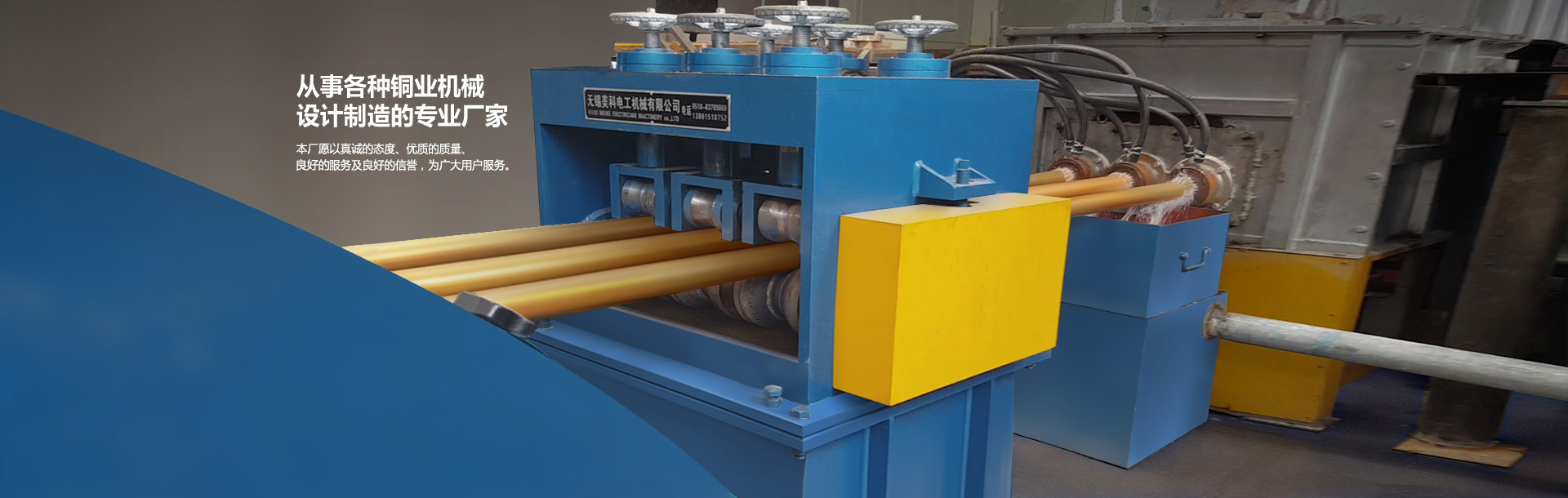




The upward continuous casting method used in the upstream continuous caster refers to the process where the molten metal is drawn upwards and condensed into a solid crystalline shape within the crystallizer of a vacuum pump system, forming a casting billet. The upstream continuous caster consists of a crystallizer fixed at the top of a heating furnace and immobile in a cooling tower, with the molten metal flowing into it at a certain depth below. Additionally, it includes mechanisms such as the upward pulling of ingot billets and guiding structures for bending the billet sides.
During the casting process of the continuous casting machine, the molten metal enters the crystallizer under the effect of negative pressure. The leading edge of the solidification front of the melt is slightly above the level of the molten metal in the heat preservation furnace, due to the crystallizer being installed in a cooling tower that is interconnected with the vacuum pump equipment.
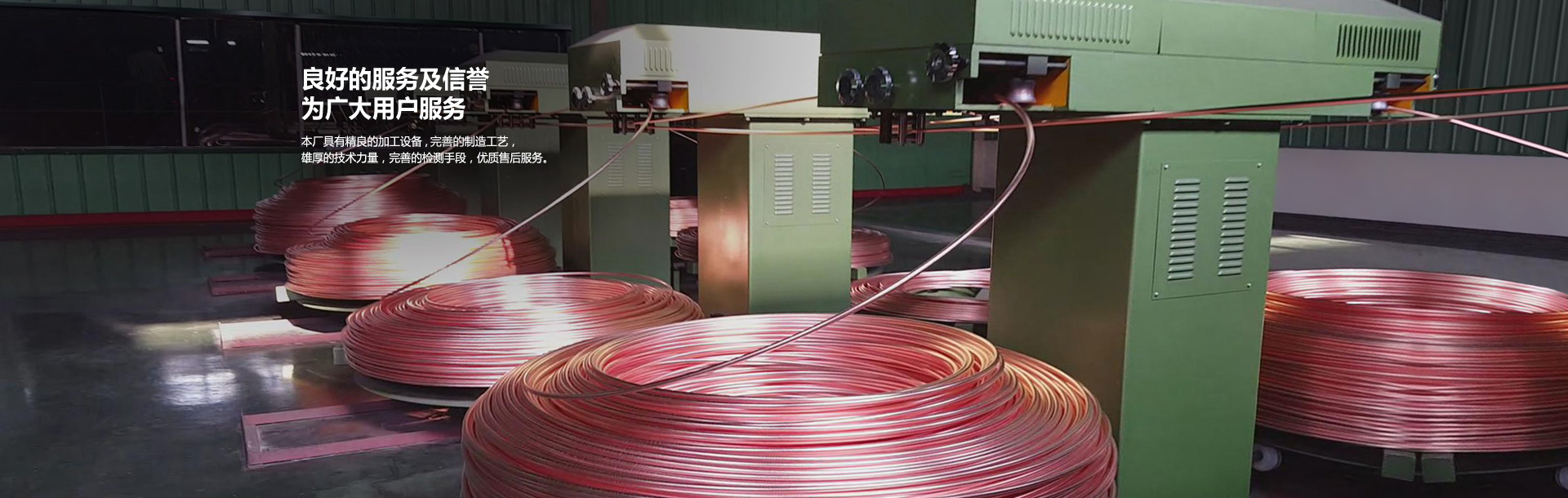
This method can produce casting billets with various cross-sectional shapes of metal materials, such as aluminum profiles, amorphous strip materials, billets, and pipe blanks, particularly suitable for producing billets required for longer high-conductivity oxygen-free copper conductors and wide-screen coaxial cables. The product features excellent quality, high manufacturing efficiency, and low costs, capable of replacing the traditional melting and cold rolling production line billet process.
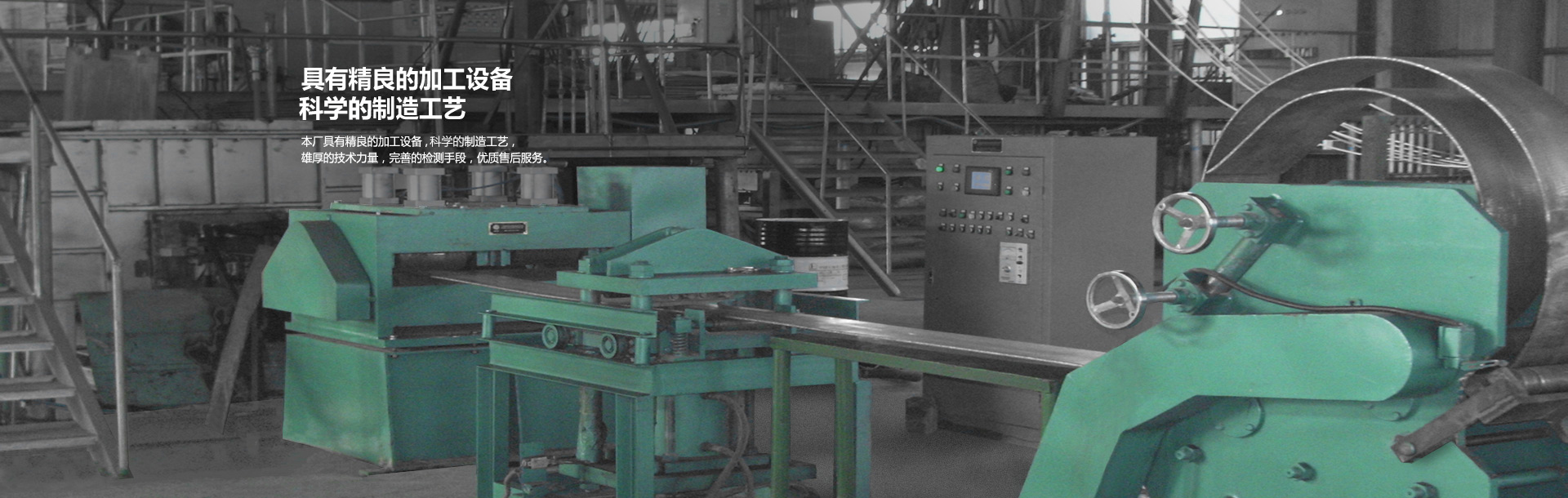
Due to the frequent use of weak oxidizing atmospheres in induction furnaces, high-quality cathode copper should be selected as the raw material. Both the molten pool in the induction furnace and the heat preservation furnace can use dry charcoal or flake graphite as a coverant to block gases and maintain the melt.
The molten copper temperature in the forging temperature sensor furnace and the heat preservation furnace of the continuous casting machine should be basically consistent. Maintaining a stable temperature is highly beneficial for the smooth forging process of oxygen-free copper rods in the continuous rolling process. The structure of the crystallizer and the refrigeration capacity of the system are related to the rolling speed of the continuous casting. The greater the refrigeration capacity of the system, the smaller the diameter of the continuous copper rod cable, the faster the rolling speed, the higher the organizational linearity, the smoother the operation, and the more conducive to the improvement of the drawing speed.
