
 Round Steel Demagnetizer
Round Steel Demagnetizer
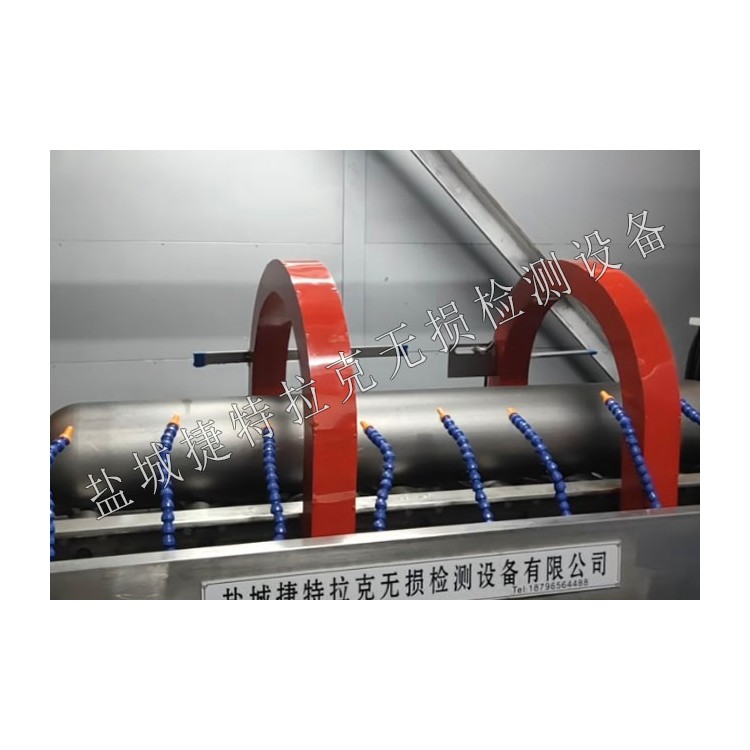 Magnetic Particle Inspection Machine for Steel Cylinders
Magnetic Particle Inspection Machine for Steel Cylinders
 CTQ-III Chain Plate Cleaner
CTQ-III Chain Plate Cleaner
 Large Gear Inspection Machine
Large Gear Inspection Machine
 Valve body flaw detector
Valve body flaw detector
 Harmonic Drive Component Magnetic Particle Inspection Machine
Harmonic Drive Component Magnetic Particle Inspection Machine
 Four-station screw automatic assembly line flaw detector
Four-station screw automatic assembly line flaw detector
Product Details
Magnetic Particle Inspection Machine | Inspection Machine | Fluorescent Magne...





产品Price Negotiable
最小起订Quantity: 供货总Quantity:


Quality: |
|
Price: |
Volume Discounts |
Phone: |
187-9656-4488 |

Technical Specifications:
1.1. Power Supply: Three-phase 380V±10% 50Hz
1.2. Power: 20 Kw
Inner Diameter of Circle: approx. 250mm × 250mm
Demagnetization Effect: ≤0.3mT
1.5. Method of Delivery: Cart-type belt or conveyor belt
Dimensions: approximately 600×400×1200mm
Total Weight: Approximately 200KG.
2. Operating Principle:
This degaussing machine is a through-type belt conveyor degaussing machine. During operation, the workpiece is placed on a trolley or conveyor belt. As the degaussing coil is powered on, the belt guides the workpiece into the degaussing unit and gradually moves away. A strong axial magnetic field is generated within the coil, which changes with distance, thereby achieving the degaussing goal.
3. Equipment Composition:
3.1 The workpiece is passed through a conveyor belt into the degaussing coil for demagnetization while keeping a distance from the workpiece. It can be combined with an inspection machine to form an inspection production line.
3.2 The demagnetizing coil is a main component of the equipment; the demagnetization purpose is achieved as the workpiece gradually moves away from the coil.
3.3 The control circuit consists of demagnetization switches, contactors, power indicators, etc., controlling the operation of the entire demagnetization equipment.
Demagnetizer's Demagnetization Principle:
Demagnetization involves placing the workpiece in an alternating magnetic field, which generates a hysteresis loop. As the amplitude of the alternating magnetic field gradually decreases, the trajectory of the hysteresis loop becomes smaller. When the magnetic field strength drops to zero, the residual magnetism Br in the workpiece approaches zero. During demagnetization, the direction and magnitude changes of the current and the magnetic field must be "reversed and decayed simultaneously."
Demagnetization methods and demagnetization equipment:
Demagnetization Communication
AC Demagnetization Method
For batch degaussing of small and medium-sized workpieces, it is best to place the workpieces on a degaussing machine equipped with tracks and trolleys. During degaussing, position the workpieces on the trolley, 30cm in front of the coil. When the coil is energized, slowly guide the workpieces through the coil along the tracks and away from the coil at least 1m before turning off the power. For heavy or large workpieces that cannot be degaussed on a machine, you can also wrap the coil around the workpiece, slowly pass the coil through and away from the workpiece while energized, and turn off the power at least 1m away.
B Attenuation Method
Due to the alternating direction of alternating current, the demagnetization can be gradually achieved by using an automatic decay demagnetizer or a voltage regulator to reduce the current to zero. This can be done by placing the workpiece inside the coil, between the two magnetization clamps of the flaw detector, or by touching the workpiece with a rod contact and then gradually decreasing the current to zero for demagnetization.
For welds on large pressure-bearing equipment, AC electromagnetic yoke demagnetization can also be used. Connect the two poles of the electromagnetic yoke across both sides of the weld, turn on the power, and move the electromagnetic yoke slowly along the weld. Disconnect the power after it is 1 meter away from the weld, and then perform demagnetization.
DC Demagnetization
Direct current magnetized workpieces can be demagnetized using direct current reversing decay or ultra-low frequency current automatic demagnetization.
DC Reversal Demagnetization
By continuously reversing the direction of direct current (including three-phase full-wave rectified current) and gradually reducing the current through the workpiece to zero, demagnetization is achieved. The number of current decay cycles should be as numerous as possible (typically requiring more than 30 cycles), with each decay occurring at the smallest possible amplitude. If the decay amplitude is too great, the demagnetization goal will not be reached.
Super Low Frequency Current Automatic Demagnetization
Ultra-low frequency typically refers to frequencies ranging from 0.5 to 10 Hz, suitable for demagnetizing workpieces that have been electromagnetized by three-phase full-wave rectification.
C Heat-treated workpiece demagnetization
Heating the workpiece to above the Curie point is the most effective method of degaussing, but it is neither economical nor practical.
Phone Consultation