
 Round Steel Demagnetizer
Round Steel Demagnetizer
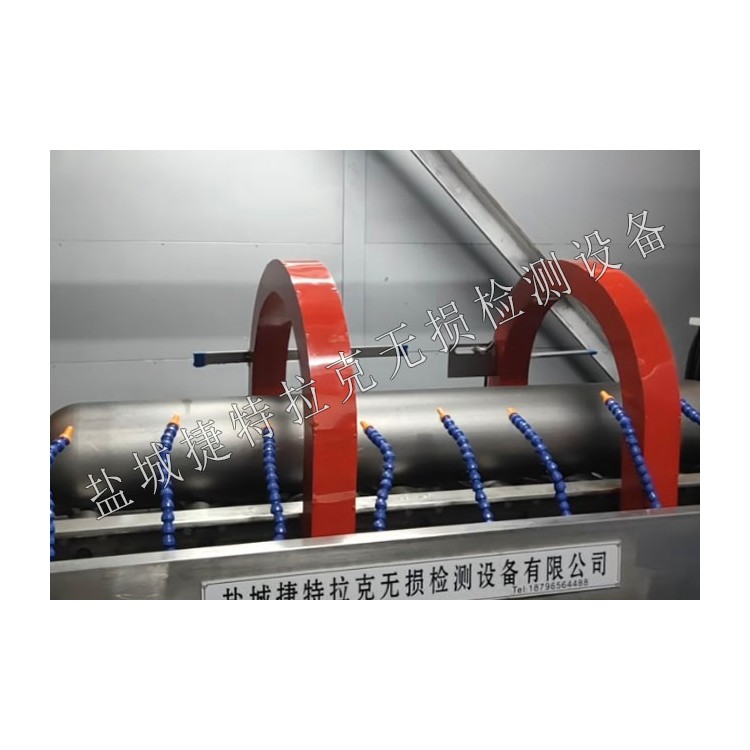 Magnetic Particle Inspection Machine for Steel Cylinders
Magnetic Particle Inspection Machine for Steel Cylinders
 CTQ-III Chain Plate Cleaner
CTQ-III Chain Plate Cleaner
 Large Gear Inspection Machine
Large Gear Inspection Machine
 Valve body flaw detector
Valve body flaw detector
 Harmonic Drive Component Magnetic Particle Inspection Machine
Harmonic Drive Component Magnetic Particle Inspection Machine
 Four-station screw automatic assembly line flaw detector
Four-station screw automatic assembly line flaw detector
Product Details
Magnetic Particle Inspection Machine | Inspection Machine | Fluorescent Magne...





产品Price Negotiable
最小起订Quantity: 供货总Quantity:


Quality: |
|
Price: |
Volume discounts available |
Phone: |
187-9656-4488 |
This magnetic particle inspection machine is a fixed, stand-alone, microcomputer-controlled special-purpose fluorescent magnetic particle inspection device, suitable for magnetic particle inspection at the ends of drill pipes and oil tubes, and similar ferromagnetic materials. It can detect fine defects such as cracks, pores, and inclusions on the surface and near the surface of the parts due to casting, forging, quenching, grinding, and fatigue.
The equipment utilizes microcomputer control (PLC) to automate actions on workpieces beyond observation, such as feeding, clamping, magnetization, spraying, unclamping, rotation for observation, unloading, demagnetization, and more. In addition to completing the process according to set programs, it also allows for manual operation. The design philosophy of the equipment is people-oriented, with manual operation prioritized, meaning that manual intervention is possible during the automatic cycle. The machine features easy operation, high inspection efficiency, and safety and reliability. The main circuit of the magnetizing power supply employs the advanced thyristor phase control technology, utilizing the principle of 120-degree phase difference between three-phase AC power, applying direct current in the circumferential direction and magnetic yoke coil method in the longitudinal direction. This allows simultaneous application of two magnetizing currents to the surface of the inspected workpiece for composite magnetization, rotating the magnetic lines to detect minute defects such as cracks and inclusions caused by forging, quenching, grinding, and fatigue on the surface and near the surface of the workpiece. In addition to composite magnetization, it can also perform single circumferential and single longitudinal magnetization on the workpiece separately, with adjustable magnetizing currents and features of phase control upon power interruption. When magnetizing the workpiece in a single direction, it can use either the continuous method or the residual magnetism method for flaw detection.
II. Main Technical Parameters
1) Axial magnetization current: AC 0-2000A (RMS) continuously adjustable, with power-off phase control function
2) Vertical Magnetization Magnetic Force: AC 0-20000AT (RMS) continuously adjustable, with power-off phase control function.
3) Demagnetization Method: Automatic decay demagnetization
4) Demagnetization Effect: Residual Magnetism of Workpiece ≤ 0.2 mT (2Gs)
5) Clamping Method: Pneumatic Clamping
6) Magnetization Method: circumferential, longitudinal, composite
7) Operation Mode: Automatic and Manual Operation
8) Eddy Current Testing Rhythm: magnetization time 3 seconds per piece.
9) Electrode Spacing: 800mm; Clamping Stroke: 50mm
10) Detection Sensitivity: Clear display on the surface of the workpiece with an A-Type 2# test piece.
11) UV Light Intensity: The surface UV intensity at 38 cm from the tube is greater than 1000 μW/cm²
12) Load Factor: ≥20%
13) Material and Rotation Method: Electric
14) Power Supply: 3-phase 4-wire AC 380V, 50Hz, approximately 100A (max. instantaneous)
15) Process Flow: Loading — Feeding — Clamping — Magnetizing Spray — Magnetizing — Bracket Lifting — Rotation Observation — Bracket Lowering — Demagnetizing — Unloading — Offloading
Phone Consultation