
 Flanged Pipe Welding Fitting
Flanged Pipe Welding Fitting
 Epoxy Type B Oil Casing
Epoxy Type B Oil Casing
 Stainless Steel Cap
Stainless Steel Cap
 304 Stainless Steel Thick-Wall Elbow
304 Stainless Steel Thick-Wall Elbow
 Flanged FEP Lined Elbow
Flanged FEP Lined Elbow
 Welded Elbow
Welded Elbow
 Duplex Stainless Steel Elbow
Duplex Stainless Steel Elbow
Product Details





产品Price 2150.00/ton
最小起订Quantity:1 ton 供货总Quantity: 100 ton


Junkun Steel Pipe, Welded Spiral Pipe, Spiral Pipe Manufacturer, Spiral Pipe Price, Spiral Pipe In Stock, 820 Spiral Pipe. Also known as Spiral Steel Pipe or Spiral Welded Pipe, it is made by rolling low carbon structural steel or low alloy structural steel strips into a pipe blank at a certain spiral angle (known as the forming angle), and then welding the pipe seam. It can produce large-diameter steel pipes with narrower strips. Also called helical cylinder or helical body. The outer diameter of the spiral pipe is about 30 nanometers, the inner diameter is about 10 nanometers, and the spacing between adjacent spirals is about 11 nanometers. Each turn of the spiral is composed of 6 nucleosomes, with H1 histone located on the inner surface of the spiral tube cavity, playing an important role in maintaining the structure of the spiral tube. The 10-nanometer fiber helix composed of nucleosomes forms a 30-nanometer thick fiber, further compressing the DNA length by 6 times. Spiral pipes are mainly used for oil and natural gas transmission pipelines, and their specifications are expressed as outer diameter * wall thickness. Spiral pipes come in single-sided and double-sided welding types, and the welded pipes should ensure that the water pressure test, tensile strength of the weld, and cold bending performance meet the specifications. (1) Raw materials include steel coils, welding wire, and welding flux. All must undergo rigorous physical and chemical testing before use. (2) Steel strip ends are joined using single or double wire submerged arc welding. After rolling into steel pipes, automatic submerged arc welding is used for supplementary welding. (3) Prior to forming, the strip steel undergoes leveling, trimming, edging, surface cleaning, conveyance, and pre-bending treatment. (4) The electric contact pressure gauge is used to control the pressure of the oil cylinders on both sides of the conveyor, ensuring the smooth transport of the steel strip. (5) Utilizing external or internal roll forming. (6) Utilize a weld gap control device to ensure the weld gap meets welding requirements; strict control is maintained over pipe diameter, misalignment, and weld gap. (7) Both internal and external welding are performed using Lincoln welding machines for single or double wire submerged arc welding, ensuring stable welding specifications. (8) All welded seams are inspected by an online continuous ultrasonic flaw detector, ensuring full coverage of non-destructive testing for spiral welds. In case of defects, an automatic alarm is triggered and marked with paint, allowing production workers to adjust process parameters in real-time and promptly eliminate the defects. (9) Cut steel pipes individually using an air plasma cutting machine. (10) After cutting into individual steel pipes, each batch must undergo rigorous inspections, checking the mechanical properties of the welds, chemical composition, fusion condition, surface quality of the pipes, and undergo non-destructive testing to ensure the pipe manufacturing process is qualified before being officially put into production. (11) Areas with continuous ultrasonic flaw detection markings on the welds are subject to manual ultrasonic and X-ray re-inspection. If defects are confirmed, they are repaired and re-inspected non-destructively until the defects are eliminated. (12) All pipes at the locations of steel strip butt welds and T-joints intersecting helical welds have been subjected to X-ray television or filming inspections. (13) Each steel pipe undergoes hydrostatic testing with radial sealing. The testing pressure and time are strictly controlled by the steel pipe water pressure microcomputer detection device. Test parameters are automatically printed and recorded. (14) Machining at the pipe end ensures accurate control of the end face perpendicularity, bevel angle, and burr. Solvent and emulsion cleaning are applied to the steel surface to remove oil, grease, dust, lubricants, and similar organic substances. However, it cannot remove rust, scale, flux, and similar substances from the steel surface, thus serving as an auxiliary measure only in corrosion prevention production. 2. Tool rust removal To sand the surface of steel with tools like wire brushes, it can remove loose or raised oxide scales, rust, slag, etc. Manual rust removal can achieve a Sa2 level, while power tool removal can reach a Sa3 level. If the steel surface has firmly attached oxide scales, the rust removal result may not be satisfactory and may not meet the anchor pattern depth required for anti-corrosion construction. 3. Pickling Chemical and electrolytic methods are commonly used for acid pickling treatment. For pipeline anti-corrosion, only chemical acid pickling is employed, which can remove oxidation scales, rust, and old coatings. It can sometimes be used as a post-treatment after sandblasting. While chemical cleaning can achieve a certain level of cleanliness and roughness on the surface, the anchor patterns are shallow and it is prone to environmental pollution. 4. Shot Blasting for Rust Removal Shot blasting is a process driven by a high-power motor that rotates the blast nozzle at high speed, causing abrasives such as steel shot, steel grit, wire segments, and minerals to be propelled against the surface of steel pipes under centrifugal force. Not only does it effectively remove rust, oxides, and dirt, but the钢管 also achieves the required average roughness due to the aggressive impact and friction of the abrasives. After shot blasting (or sandblasting) for rust removal, it not only extends the physical adsorption effect on the pipe surface but also enhances the mechanical adhesion between the anti-corrosion coating and the pipe surface. Therefore, shot blasting (or sandblasting) for rust removal is an ideal method for pipeline anti-corrosion. Generally, shot blasting (or sandblasting) is used for the internal and external surfaces of pipes, while blast cleaning (or sandblasting) is used for the surface treatment of pipes.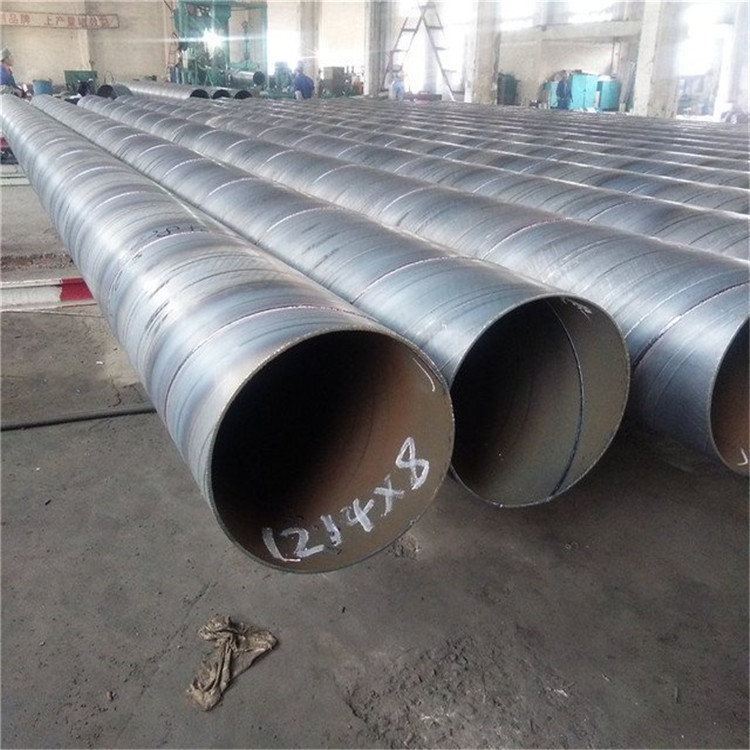

Phone Consultation