




- AllProduct Category
-
Calcium-based Desulfurizing Agent
Calcium Hydroxide with High Specific Surface Area
Desulfurization & Denitrification
Reheat Boiler
Desulfurization of Smoke
Heat Exchanger
Heat Pipe Products







Recommended Products




详情描述
Product Product Please provide the Chinese content that needs to be translated into American English. Clear:
Sulfur dioxide and nitrogen oxide removal from coke oven flue gas, along with integrated waste heat recovery, is increasingly becoming mature in China. Our company's main promoted technology is: Selective Catalytic Reduction (SCR) for nitrogen oxide removal, combined with either pure dry or semi-dry desulfurization, plus the utilization of flue gas waste heat.
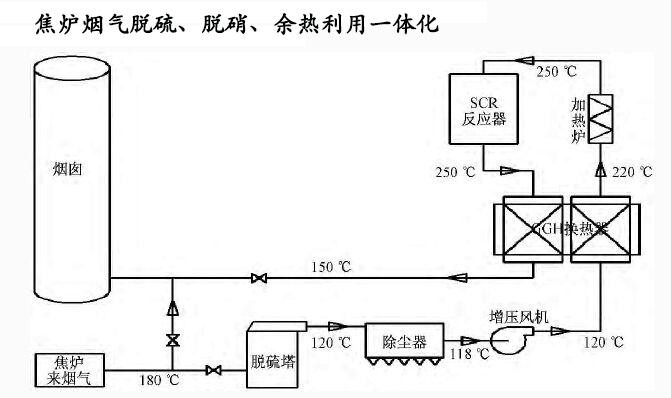
PrimaryProcess FlowProcess as follows:
The coking furnace flue gas first enters the flue gas denitrification system, and the temperature of the flue gas decreases after exiting.The flue gas, around 15 degrees, enters the desulfurization system for desulfurization treatment. Afterward, the treated flue gas flows into the flue gas waste heat recovery unit, where it is heat-exchanged and then returned to the underground flue. Finally, it is discharged through the original chimney.
Engineering Applications
This technology has been successfully applied to Inner Mongolia American Coal & Coke Co., Ltd., which operates four coke ovens, each with a production capacity of600,000 tons/year, each pair of coke ovens shares one chimney, with a flue gas discharge of 250,000 Nm3/h from each chimney; the SO2 content in the emitted flue gas is 250 mg/Nm3, and the NOx concentration is 1000 mg/Nm3.
Each chimney is equipped with an integrated flue gas desulfurization and denitrification waste heat recovery unit, respectively atThe facility was constructed and successfully commissioned in June and August 2016, and has been operating smoothly for over half a year. The processed flue gas contains SO2 concentration less than 30mg/Nm³, and NOx concentration less than 150mg/Nm³. Not only does it meet the environmental protection requirements of Wuhai region, but it also complies with the requirements of Table 6 in GB16171-2012 "Emission Standards for Pollutants from Coke Chemical Industry" for special areas, and produces 12t of 0.6MPa low-pressure saturated steam per hour.
Technical Features
1) Pre-desulfurization followed by denitrification, with subsequent waste heat recovery. The烟气 post-desulfurization contains lower SO2 levels, which is beneficial for reducing the amount of denitrification catalyst required and extending its lifespan. The desulfurization by-products are conventional solid waste, easy to handle, and can also be recycled for resource utilization.
2) First-time application of dry desulfurization in actual engineering, with minimal temperature drop, significantly lower than semi-dry and wet desulfurization methods. The entire unit has no temperature drop except for heat dissipation, ensuring the temperature of flue gas during denitrification and facilitating subsequent waste heat recovery.
3) Utilizes mobile bed desulfurization technology and has developed a dedicated desulfurizing agent, featuring high desulfurization efficiency and reduced pressure.
4) The mobile bed dry desulfurization features high-efficiency dust removal, significantly reducing dust content in flue gas, meeting national standards without the need for an additional dust removal unit.
5) The flue gas entering the waste heat boiler has been purified, significantly reducing boiler corrosion and extending the boiler's lifespan.
6) Utilizing low-temperature denitrification with imported porous high-efficiency low-temperature denitrification catalysts, the denitrification efficiency is about twice that of conventional catalysts with the same filling volume, while requiring less catalyst filling. The service life can reach 3-4 years or more. Designed with CFD simulation for the ammonia spray system, it maximizes catalyst efficiency and minimizes ammonia escape.
7) Post-waste heat recovery, the exhaust gas temperature is high, and the treated烟气is returned to the original chimney, keeping the chimney in a heated standby state at all times, also avoiding the low-altitude emission of large amounts of white smoke.
8) An underground original flue damper power-off automatic opening system has been set up to ensure the safety of the coke oven under special working conditions.
9) The complete set consists of only three main equipment: desulfurization tower, denitrification reactor, and waste heat boiler. The limited number of equipment allows for flexible arrangement, reducing both land use and investment costs, making it feasible to expand desulfurization and denitrification either for new integrated plants or for expansion on existing waste heat recovery systems.

Integrated Solution Technology
In response to customer requirements and the existing coke oven gas treatment process, research and development staff at Zhonggang Heat Energy have researched, developed, and integrated a unified technology for desulfurization and denitration of coke oven flue gas, as well as for the recovery and utilization of waste heat.
1. Solution Description
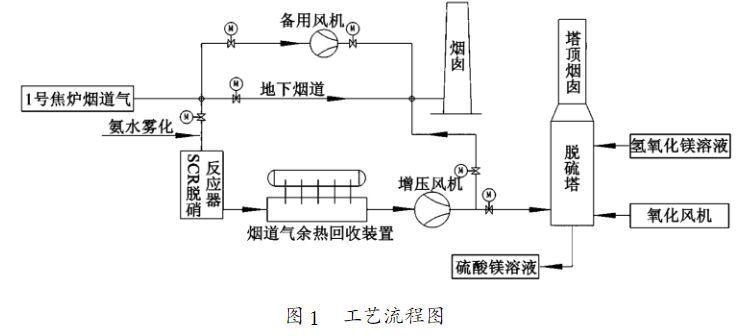
Coke oven gas treatment process (as shown in Figure 1): Coke oven→Coke oven flue gas → Denitrification reactor → Heat pipe flue gas heat exchanger → Boosting fan → Desulfurization tower → Tower top chimney emissions.
First, the gas from the underground flue of the coke oven is extracted to the ground before entering the existing gate valve. An electric regulating valve is installed on the pipeline, and the flue gas is then piped into the denitrification reactor. After denitrification, the flue gas enters the flue gas waste heat recovery unit, which primarily recovers the sensible heat of the flue gas to produce 0.6 MPa saturated steam. The heat-rich flue gas is cooled after passing through the waste heat recovery unit and then pressurized by an increase fan into the wet flue gas desulfurization tower unit. The desulfurized flue gas is then discharged through the chimney at the top of the tower. A bypass pipeline is set before the denitrification unit, which, through a small standby fan and a diesel generator, sends the flue gas into the underground flue. This is to temporarily and urgently start the transfer of high-temperature flue gas into the underground flue in case of a failure in the desulfurization and denitrification systems or power outage, thereby increasing the temperature of the flue and chimney. Once the chimney draft is sufficient, the standby fan is turned off and the underground flue gate is opened.
2. DeNOx reactor
Currently, commonly used denitrification methods include Selective Non-Catalytic Reduction (SNCR), Oxidation Absorption, and Selective Catalytic Reduction (SCR). Selective Catalytic Reduction (SCR) is a method for denitrifying exhaust gas.
The principle of Selective Catalytic Reduction (SCR) for NOx removal involves adding a certain amount of ammonia to the exhaust gases..Gas, using ammonia as a reducing agent, is reduced to N2 on the catalyst surface, the reaction
Formula: NOx + NH3 + O2→N2+H2O。
Ammonia sources are utilized in the denitrification reaction in liquid form..A 20% concentrated ammonia solution is produced in the ammonia or ammonia vapor stage, which is then piped into the denitrification reaction system. After the flow is controlled by a regulating valve, it enters the mixer where it is uniformly mixed with flue gas. NOx sensors are installed at both the inlet and outlet of the denitrification reactor to monitor the NOx concentration in real-time and adjust the amount of ammonia added based on feedback signals.
In den denitrification process, the denitrification catalyst is crucial. The catalyst is selected with an integrated coating structure based on ceramic honeycomb, consisting of ceramic honeycomb, metal oxide coating, and active components. The oxide coating is uniformly and firmly attached to the outer surface of the ceramic honeycomb, with the active components dispersed on the oxide coating. This catalyst boasts numerous advantages, including high denitrification rate, high operating velocity, low resistance, good selectivity, low ammonia escape rate, wide temperature range, and small thermal expansion coefficient. It is an overall catalyst highly suitable for flue gas NOx treatment.
Even at high entry NOx concentrations (2000-3000 mg/m³), this type of catalyst can achieve a high NOx removal efficiency, with the exhaust gas NOx concentration post-reaction below 150 mg/m³. Should the emission standards be further upgraded, no modifications to the catalyst or reaction unit are required; simply increasing the ammonia dosage slightly to provide the necessary ammonia for the reaction will ensure the exhaust gas NOx concentration is below the specified emission limits.
Continuous monitoring of the concentrations of various substances in the flue gas at the outlet of the butterfly valve, with NOx, NO, SO2, O2, and NO2 concentrations around 1100, 720, 450, 190, and 10 mg/m³, respectively. The composition of the coke oven flue gas experiences periodic fluctuations every 15 minutes, which are caused by the coke oven operating procedures.
Figure 2 displays the nitrogen oxide concentrations at the reactor's inlet and outlet during the denitrification experiment, as well as the denitrification efficiency. It can be observed that during the experiment, the nitrogen oxide concentration in the flue gas fluctuated between 800 to 1200 mg/m³. After denitrification treatment, the nitrogen oxide concentration can be reduced to below 20 mg/m³, with a denitrification efficiency exceeding 98%.

Conclusion
(1) Denitrification efficiency consistently stays above 98%, with detectable NO content in the several 10^-6 range, which can be considered as system error, nearly reaching 100%. This reflects the extremely high denitrification efficiency of the catalyst.
(2) The experimental operating air speed is approximately 16,000 h-1, about four times that of the traditional denitrification catalyst.
(3) Catalyst bed resistance drop is around 300 Pa, significantly reducing fan energy consumption.
(4) Catalysts are designed with a modular approach.Please provide the Chinese content that needs to be translated into American English.Maximized avoidance of future engineering scaling issues, conducive to achieving engineering scaling.
询价单

