



 The occurrence of welding defects is closely related to the cleanliness of the weldment and welding wire surfaces. Prior to welding, the edges of the pipe joints within a range of 15 to 20mm and the oil, water, oxide film, and other contaminants on the welding wire surface should be thoroughly cleaned. Cleaning methods can include chemical processes (acid washing) or mechanical means (using stainless steel brushes) to remove surface oxidation. Additionally, the surfaces should be wiped with acetone or alcohol before welding. The cleaned weldments must be welded within 24 hours; otherwise, they needRe-cleaned. The welding wire is pickled and then treated with vacuum dehydrogenation, and degreased with acetone before welding.
The occurrence of welding defects is closely related to the cleanliness of the weldment and welding wire surfaces. Prior to welding, the edges of the pipe joints within a range of 15 to 20mm and the oil, water, oxide film, and other contaminants on the welding wire surface should be thoroughly cleaned. Cleaning methods can include chemical processes (acid washing) or mechanical means (using stainless steel brushes) to remove surface oxidation. Additionally, the surfaces should be wiped with acetone or alcohol before welding. The cleaned weldments must be welded within 24 hours; otherwise, they needRe-cleaned. The welding wire is pickled and then treated with vacuum dehydrogenation, and degreased with acetone before welding.
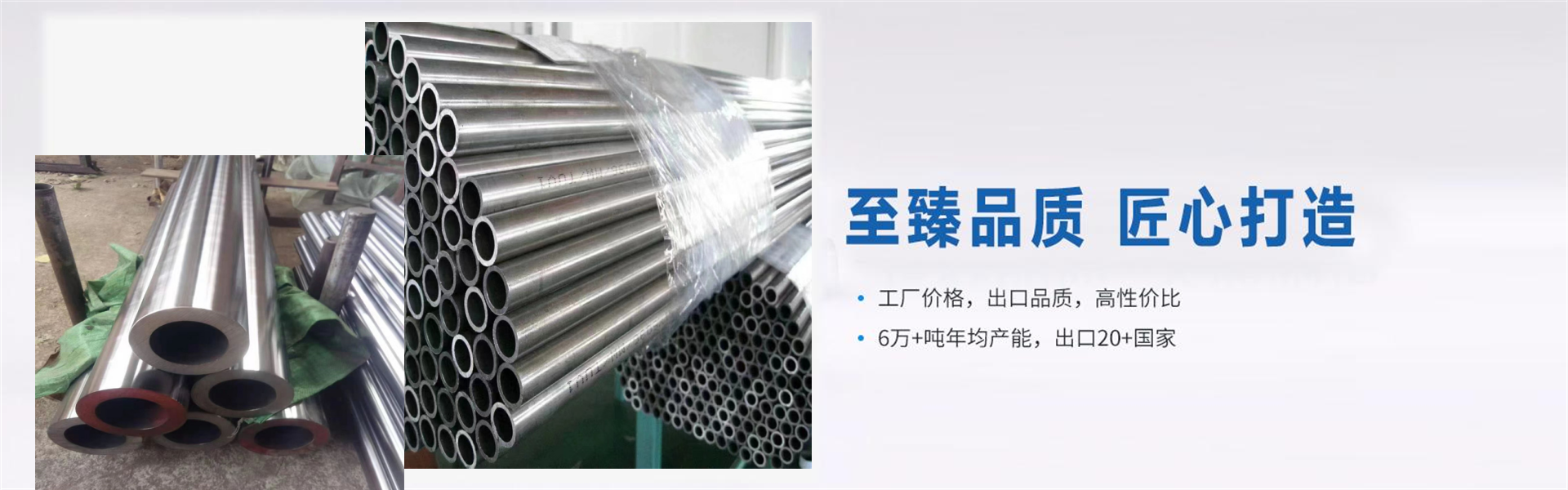
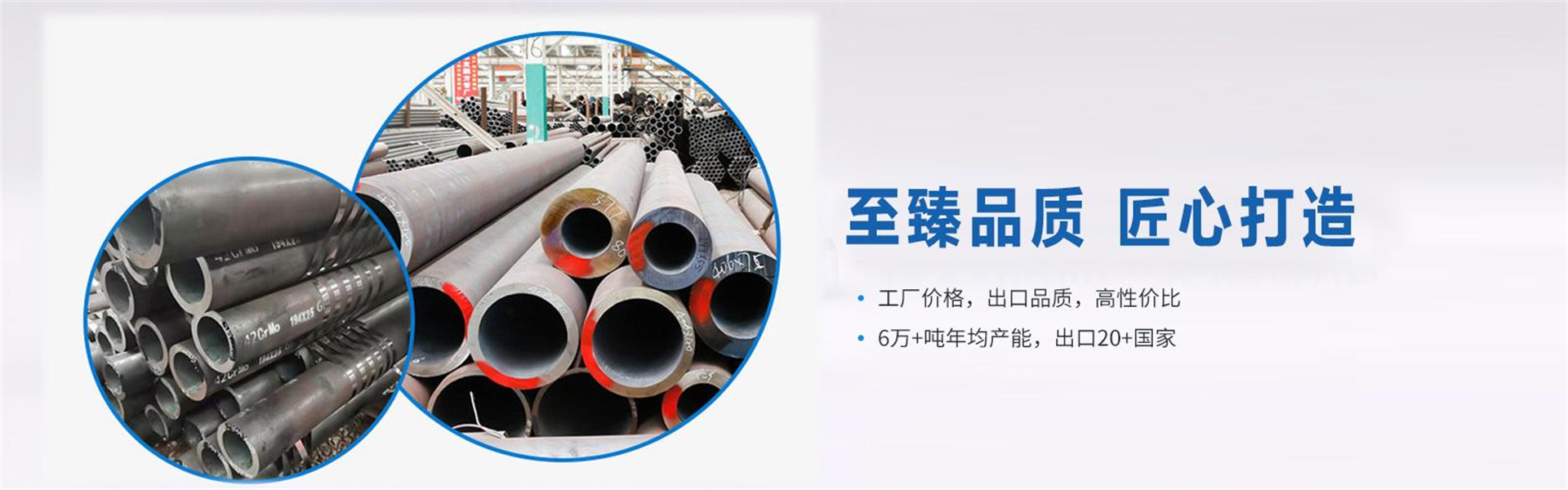
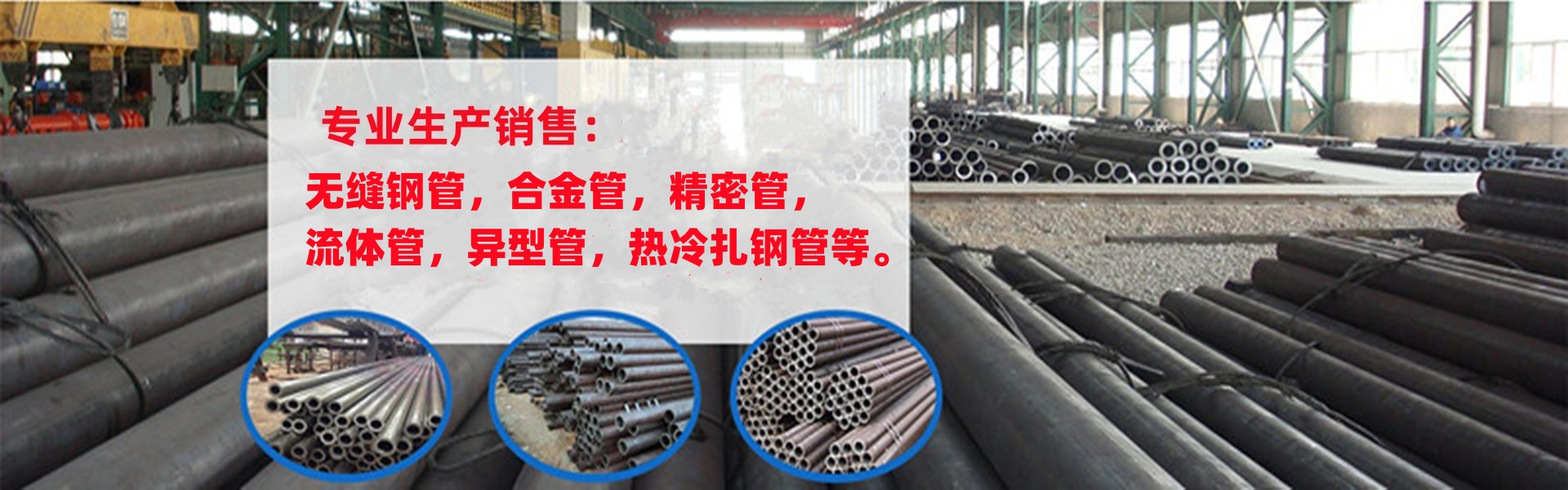
High-temperature resistant alloy pipe
