



Brief Introduction:
DIN 17175 10CrMo910 Seamless Steel Pipe can be produced through hot rolling, cold rolling, hot pressing, hot drawing, or cold drawing. It exhibits excellent mechanical properties at higher temperatures (up to 600 °C).
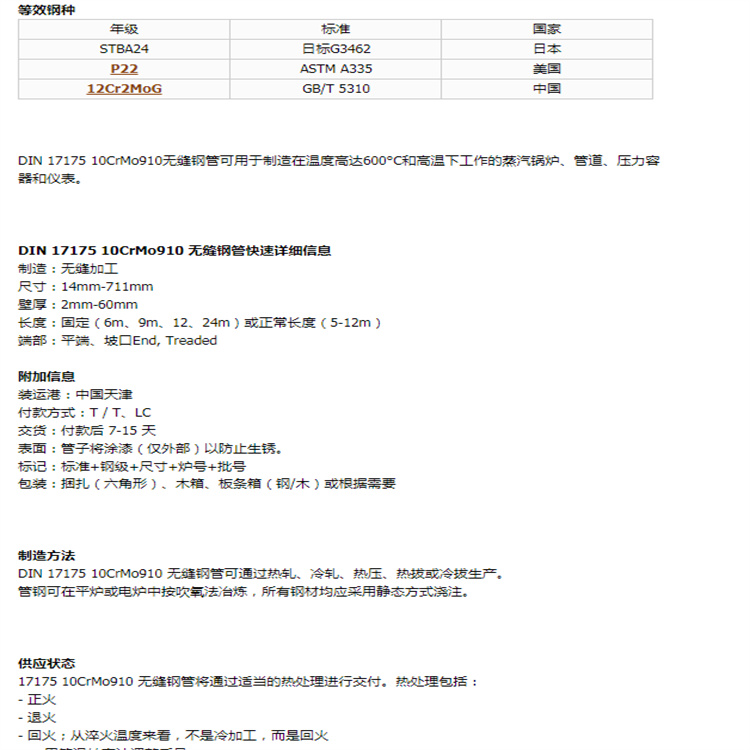
DIN 17175 10CrMo910 Seamless Steel Pipe
Standard: DIN 17175 Seamless Steel Tubes for High-Temperature Use
For DIN 17175, steel with good mechanical properties at higher temperatures (up to 600 °C, even under long-term loads) is called heat-resistant steel.
DIN 17175 10CrMo910 is a pearlitic heat-resistant steel with 2.25Cr-1Mo, featuring excellent physical and chemical properties, as well as good process characteristics. It has low thermal sensitivity, high thermal strength, and maintains a stable microstructure under long-term use at high temperatures.
Raw Material Testing
At the top of each round or square billet, a thin plate should be removed for acid wash testing to determine if the top has been cut sufficiently. Ultrasonic testing of shrinkage holes can also be performed based on the supplier's preference. Inspections: Chemical Composition Verification Test, Hydrostatic Test, Tensile Test, Notch Impact Test, Yield Strength Test, Ring Test, Non-Destructive Inspection Tube Marking. All钢管 received for inspection should be marked on both sides of the tube ends, 300mm from the end. The marking is usually a number. Thin-walled tubes can also be marked in other forms.
Welding Properties of DIN 17175 10CrMo910 Seamless Alloy Steel Pipe
When welding DIN 17175 10CrMo910 alloy steel pipes, if the same strength welding rods or wires as the base material are used, the plasticity of the weld joint is poor, requiring preheating temperatures of 400-450°C, which are high and lead to poor construction conditions. To improve the plasticity of the weld joint, post-weld heat treatment at 740°C for 3 hours is necessary. However, prolonged high-temperature preheating and heat treatment can cause significant softening in the Heat Affected Zone (HAZ).
If lower-strength, better-plasticity welding rods and wires are chosen, the preheat temperature can be significantly reduced (actual operation 250-300℃), and the high-temperature tempering temperature will also decrease. The tempering treatment time will be shortened; 1-hour holding at 700-720℃ is sufficient to eliminate welding stress without causing softening in the welding heat-affected zone. Therefore, for welding DIN 17175 10CrMo910 alloy steel pipes, welding rods with r317 and welding wires with h08crmoa are generally used.
