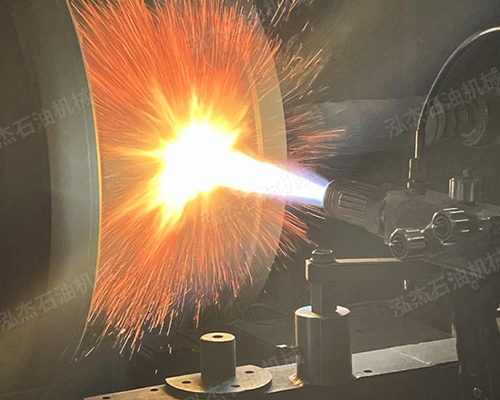

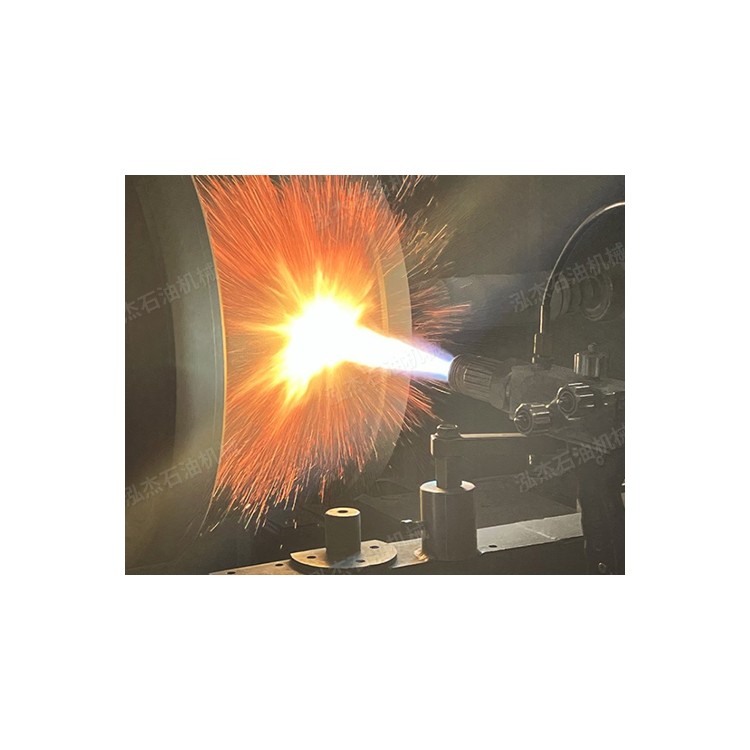

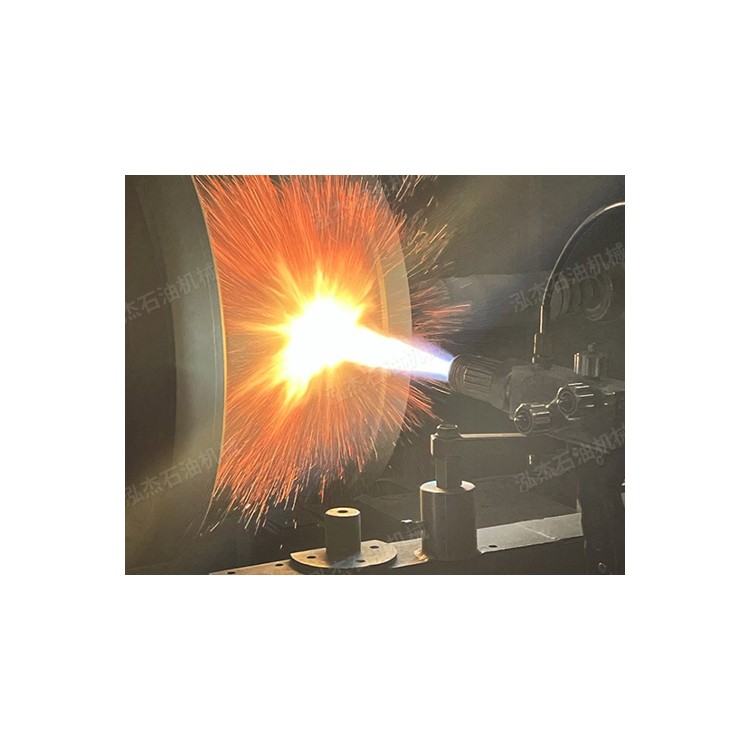
Supersonic Flame SprayA high-temperature, supersonic flame jet formed by the combustion of hydrocarbon gases with high oxygen in a combustion chamber or specialized nozzle, with a combustion flame velocity of 5 Mach (1,500 meters per second). Supersonic flame rates are high, but the temperature is very low.
SupersonicFlame SprayingIt is a novel thermal spray technique invented by Braun in the United States in 1981. The core of the High Velocity Oxygen Fuel (HVOF) equipment is the spray gun, which consists of three parts: the combustion chamber (which can adequately heat and accelerate the spray material particles), the Laval nozzle (which can accelerate the flame flow to supersonic speeds), and the isometric long nozzle (which can adequately heat and accelerate the spray material particles).
For tungsten carbide-cobalt hard alloys, effective control of tungsten carbide decomposition during the coating process is achieved. The coating boasts high bonding strength, excellent density, and superior wear resistance. Its wear resistance significantly exceedsPlasma SprayCoating, equivalent to explosive-sprayed coating, also exceeds electroplated hard chrome and spray-fused layers. Widely applicable.
Prior to flame spraying, it's necessary to understand the actual conditions and technical requirements of the part to be sprayed, followed by analyzing and determining the coating thickness. Generally, machining must be done after flame spraying, so the coating thickness must maintain sufficient machining allowance and also consider thermal expansion and contraction during spraying. Measurement of the coating material. The selection criteria are that the coating material should meet the material, matching, technical, and working conditions of the part to be sprayed.
Select materials for the bonding and working layers to determine parameters: pressure, powder particle size, and corresponding movement speed within the components. Supersonic flame spraying with low oxygen content and moderate temperature, high flame speed, can reasonably prevent oxidation and decomposition of the powder coating, making it particularly suitable for applying highly wear-resistant carbonized coatings.