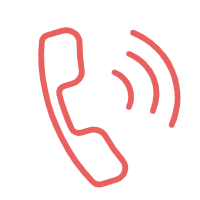
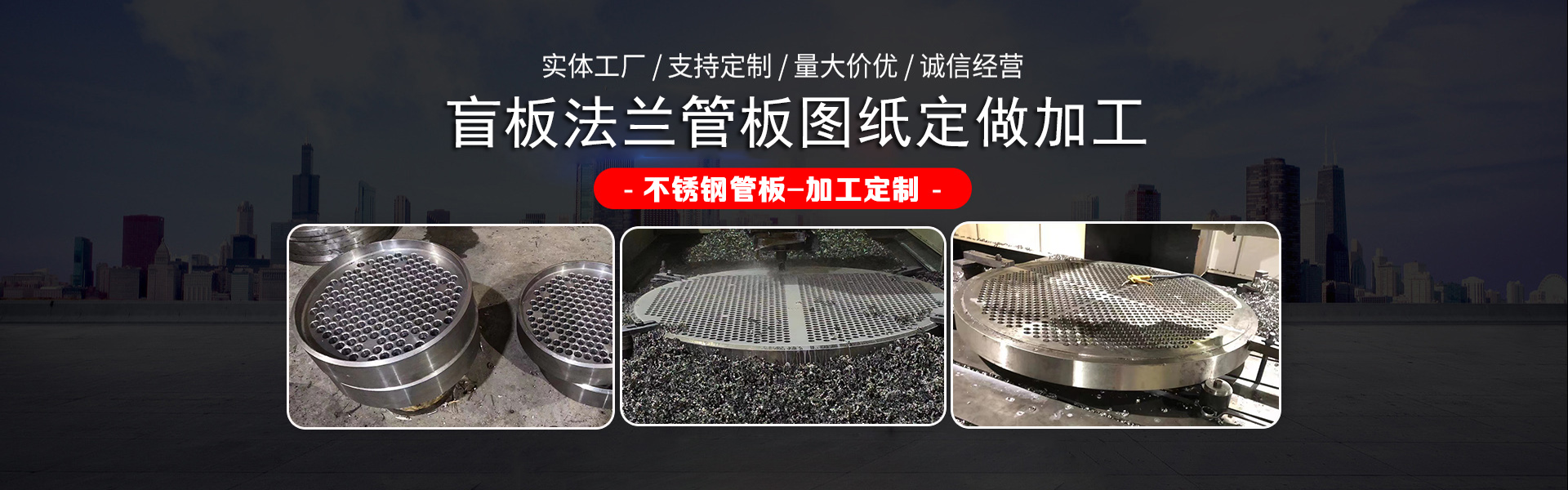
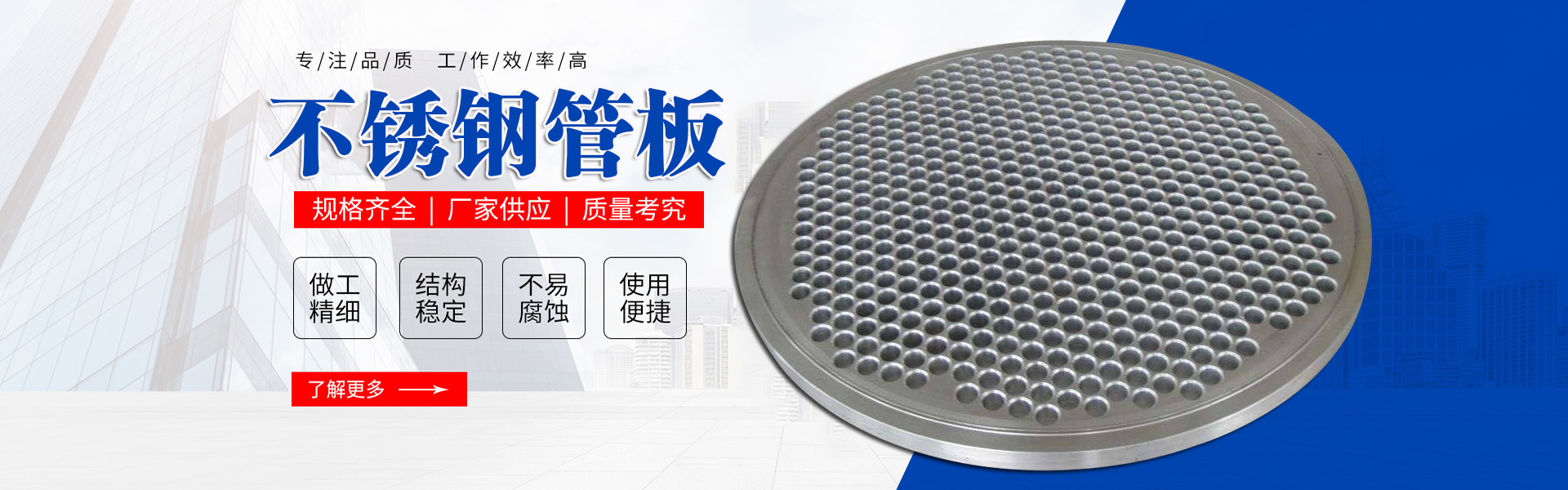

Exploring the Parallelism Challenge in Deep Hole Machining of Heat Exchanger Tube Plates: During the deep hole machining phase of heat exchanger tube plates, factors such as the helical drill's two cutting edges having symmetry deviations and uneven drilling quality among manufacturers contribute to the drift in hole spacing during the drilling process. Normally, controlling a 100mm drift value to 0.1mm presents a significant challenge. Strictly specified holes typically undergo broaching after drilling to control the precision of the hole diameter and improve surface quality. However, the drift caused by drilling cannot be adjusted.
To effectively resolve this issue thoroughly, we must abandon traditional thinking. While it's often considered challenging to eliminate the drift during the deep hole machining of heat exchanger tube plates, incorporating the outer diameter into the internal threads or ensuring parallelism specifications can be achieved.
The actual processing technology process is:
1. Cut to size, with a full length tolerance of 2mm.
2 vehicles with visible light on the left side inner hole, precision turning of the outer circumference


