
商品详情



产品价格 10000.00元/套
最小起订数量:1 套 供货总数量: 10000 套


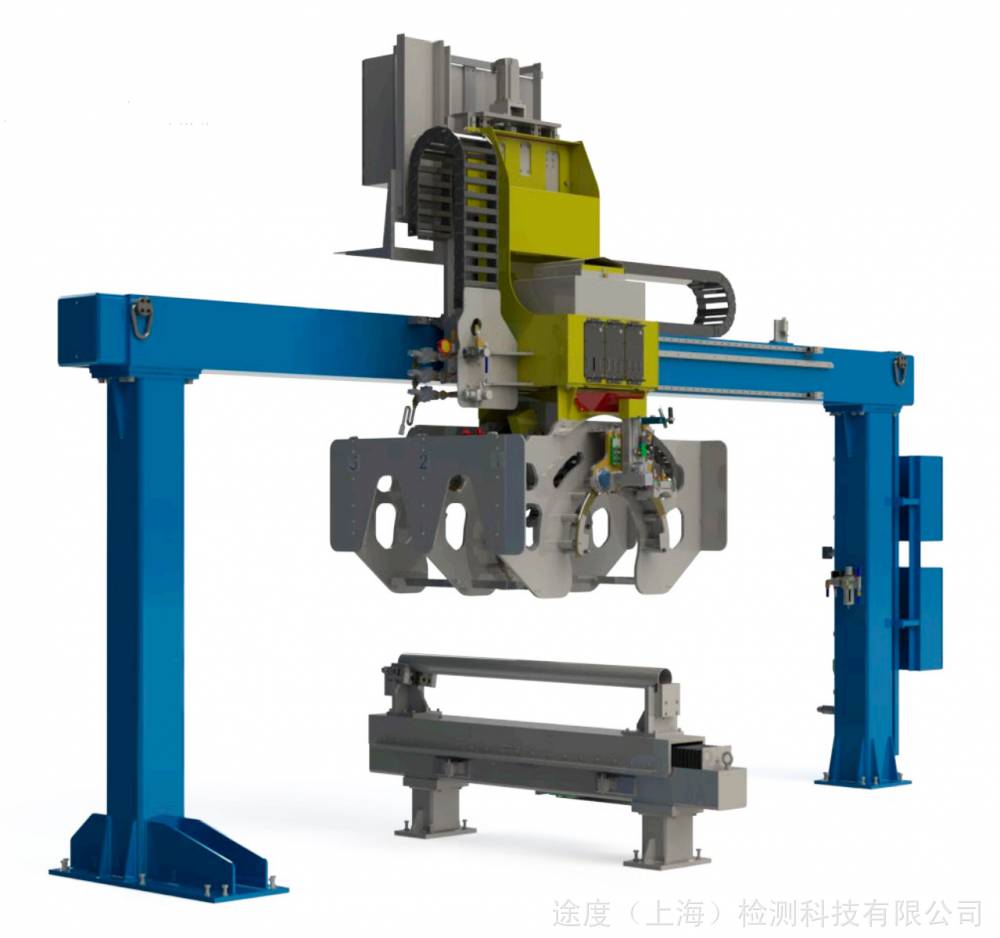
在线电阻焊接管材检测系统 在线电阻焊接(ERW)管材检测系统是一个将相控阵技术集成到全自动检测系统的交钥匙解决方案,可以满足客户针对检测所提出的非常严格的要求。其主要优点如下: 自动跟踪热影响区域(HAZ) 实时 显示焊缝的剖面图 自动校准功能 减少了对操作人员技能的依赖 通过校准核查, 可在生产速度下探测到缺陷 使用管材窗口探测器, 降低了设备受损的风险 ERW检测系统的设计目的是为了确保电阻焊接管材的焊接后处理、退火和定量具有合格的质量而提供一种使用方便的解决方案。这种解决方案包含以下组成部分: 专门项目管理 仪器、探头和机械设备 水管理系统 软件 调试、培训与售后支持 在探测缺陷的过程中使用焊缝剖面图和焊缝跟踪功能 管道焊缝的两侧分别放置一个曲面相控阵(PA)探头,可以在顺时针和逆时针方向上对焊缝进行检测。为了跟踪焊缝并创建一个焊缝剖面图,被放置在焊缝上的曲面相控阵(PA)探头要以零度角发射声束。可以对火焰清理区域自动监控,而且还可以绘制焊缝的剖面图,以生成焊缝的侧面图,从而对焊缝进行快速分析。 覆盖大部分热影响区域(HAZ) 持续监控焊缝剖面图和热影响区域,以在无需切割管材的情况下,对管材进行分析 持续获得整个检测区域的波幅值,即使在进行机械运动的情况下 新颖独特的水楔可以随着管材的移动而以多角度自由转动,从而可以提供优质的耦合效果 自动焊缝跟踪 我们使用一种基于渡越时间分析的独特算法,对火焰清理区域进行自动检测,并将检测到的情况反馈给可编程逻辑控制器(PLC),然后PLC就会为每个水楔自动调节检测的位置。 快速进行检测,获得优质结果 奥林巴斯设计高速检测系统的目的是满足金属制造行业在生产效率方面提出的要求。我们的检测系统可在不影响生产质量的前提下,确保符合很高的国际质量标准。 触发同一个PA探头内的1个以上的声学配置:所配置的一发一收或大角度脉冲回波模式,可以完成管壁中区域的检测 小型自动的龙门架可以根据检测、自动校准或维护等情况,将检测头定位在离线或在线位置上 可为用户提供的校准台,用于在标准检测速度下进行自动校准和校准核查序列 自动校准 为了对管材进行全面性的检测,必须对每个PA探头进行校准。在校准探头的过程中,每个探头的各个孔径都要扫查一个已知缺陷,然后探头的增益水平得到自动调整。自动校准功能可使用户方便地为每个聚焦法则进行精确的校准,并验证校准,从而节省了很多时间,而且不需要依赖用户的操作技能。 在正常的生产条件下完成校准核查 需要对每个参考缺陷进行核查,以确保当缺陷超出了报警水平时,都会被探测到 检测结果被显示在方便解读的视图中 相控阵采集单元 QuickScan PA 32:256模块符合IP55评级标准,而且可被方便地集成到工业环境中。 方便的设置 QuickView软件可方便地对系统进行设置,采集数据并管理数据。 软件的向导使得为检测各种尺寸的管材而创建设置的操作变得非常简单。每种管材直径的检测配置和校准参数都被保存下来,而且可方便地检索和调用。最终的检测结果被合并在一起,显示在屏幕上,以清楚地区分合格和不合格管材。最终的检测结果被合并在一起,显示在屏幕上,以清楚地区分合格管材和不合格管材。 快速访问预先定义的检测设置 软件具有权限管理功能,有助于尽量减少操作人员的误操作 校准和检测信息被存储起来,以备追溯之用 系统可被集成到用户的检测应用中,以建立一种需要很少人工干预的操作模式 主要技术指标 产品范围和检测速度 直径 60 mm ~ 245 mm 壁厚 3 mm ~ 16 mm 检测速度 高达1.5 m/s 检测覆盖范围 焊缝扇形覆盖范围 至少25 mm(可调节),针对整个产品范围 轴向脉冲密度(APD) 1 mm(可调节) 焊缝跟踪能力 -90º ~ +90º 数据视图 实时检测结果 C扫描、带状图和报警 参数设置 A扫描、B扫描 检测布局 可由用户自行配置的20个不同的布局 检测模式* 典型的检测模式 45º、60º、70º(典型的检测配置: 发射模式 脉冲回波、一发一收 检测模式的配置 可以为同一个相控阵(PA)探头同时配置多个不同的检测模式。 典型参考缺陷的探测能力 API参考缺陷 12.7 mm/25.4 mm N10和N5,内壁和外壁纵向刻槽 非API参考缺陷 0.8 mm穿透孔(TDH) 最小信噪比 9 dB ~ 12 dB 重复性 LID/LOD刻槽:≤ 1.5 dB 报告制作和数据存储 报告类型 可由用户配置的检测、校准及校准核查报告 存储 将检测数据实时存储到数据库
45º脉冲回波模式,45º一发一收模式)
3.2 mm穿透孔(TDH)
1.6 mm穿透孔(TDH)
3.2 mm半壁钻孔
1.6 mm半壁钻孔
0.8 mm半壁钻孔
3.2 mm穿透孔:≤ 2.0 dB
1.6 mm穿透孔:≤ 2.5 dB
b2b.china9.net 中商壹壹肆河北网络科技有限公司版权所有 联系地址:河北省石家庄市桥西区中山东路118号东方新世界中心6009室 平台服务电话:4006299930 电信业务经营许可证:冀B2-20240433 冀ICP备18021699号-2  冀公网安备13010402003046号
冀公网安备13010402003046号
