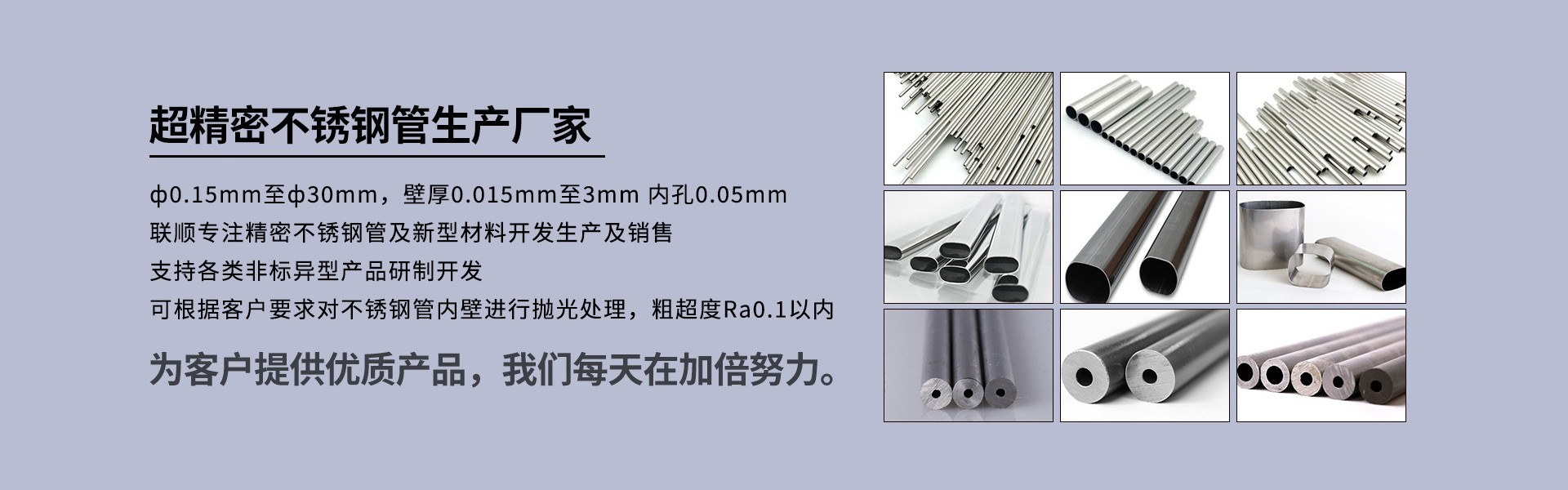



Stainless steel tube manufacturer offers two main series: stainless steel tubes and stainless steel decorative tubes.
Decorative Stainless Steel Tubes: Typically, these tubes have a shiny outer surface, hence the name. Decorative stainless steel tubes are designed for ornamental purposes. Generally, ornamental stainless steel tubes are thinner. Due to the different manufacturing processes from those used in stainless steel products, the prices vary significantly. The standard production process for decorative stainless steel tubes involves ordinary welding and stainless steel tubes.
Stainless Steel Pipe: Typically, the surface of stainless steel pipe products is smooth and shiny, with a small percentage featuring an acid pickling industrial finish. As mentioned above, stainless steel pipe products are used for stainless steel applications due to their good outer diameter sizes, mechanical properties, and resistance to acids, alkalis, and corrosion. Therefore, stainless steel pipe products are commonly used as anti-corrosion materials by large chemical production enterprises or for hardware products that require precise outer diameter and wall thickness. The production process of stainless steel pipe products involves a one-time molding, and nitrogen protection is also added during welding.
Stainless steel pipes are extensively used in various industries, including hardware products, stainless steel furniture, mechanical structures, mechanical accessories, precision medical equipment, and pipelines for conveying fluids such as furniture, machinery, medical, oil, natural gas, water, coal gas, and steam.
Stainless steel pipe fittings are produced through bending and deformation processes. During the manufacturing process, there are always some challenging aspects to consider. This article aims to introduce the various forms of deformation in the mutual processing of stainless steel pipe fittings, the difficulties encountered, and the corresponding precautions.
Stainless steel pipe fitting processing methods.
1. Flanged and rounded pipe fittings, the former refers to the stainless steel pipe end that protrudes inward or outward, while the latter refers to fittings that form raised or grooved features around the circumference of the stainless steel pipe.
2. Stainless steel elbow with variable wall thickness pipe fittings, allowing the wall thickness to change along the length of the pipe.
3. Stainless steel elbow and bending pipe fittings are commonly used to transform straight stainless steel pipes into bent pipes with various curvature radii, such as elbows and bends.
4. Stainless steel elbow pipe fittings, which refer to the pipe section where the diameter narrows to a smaller size on the tube end or a certain part of the tube.
5. Stainless steel pipe fittings with rolled edges and sealed ends, enhancing the overall strength of the stainless steel pipe ends by rolling the edges outward or inward, or sealing the ends of the fittings.
6. Process stainless steel pipe fittings by transforming circular cross-sections into squares, ovals, and polygons.
Challenges in the processing of stainless steel pipe fittings.
During the processing of stainless steel pipe fittings, several challenges arise. One key difficulty is that during the machining process, friction between the workpiece and the tool generates high heat, which can easily wear down the tool. Therefore, strict requirements are placed on the tool material, necessitating both wear resistance and high-temperature tolerance, as well as a sharp cutting edge.
Another challenge is the slow processing speed, as significant force is exerted during cutting, which leads to low production efficiency. Additionally, due to the high heat generation, a good cooling oil must be chosen, typically sulfur chloride, which yields good results. However, these are manageable issues; the real difficulty lies in deep hole drilling and threading. Therefore, when machining stainless steel pipe fittings, both worker experience and technical skills are crucial.
Important Considerations for Stainless Steel Tube Processing.
Firstly, it is crucial to pay attention to the processing properties of stainless steel. During cutting, 304 stainless steel tubes exhibit high plasticity, high toughness, and consume a significant amount of energy, resulting in high cutting temperatures. The lower thermal conductivity of stainless steel can lead to increased tool temperatures if heat dissipation is not managed properly. The strong bonding and welding characteristics of stainless steel make it prone to chip adhesion during cutting. The strong work-hardening tendency of stainless steel can cause the formation of hardening layers on the cutting surface, making it difficult to break chips and potentially clog the cutting process, thereby affecting the surface finish of the processed stainless steel.
Next is the stainless steel cutting tool, where the front angle should not be too large, typically ranging from 12 to 30°. Creating a crescent-shaped chip guide groove on the front can improve cutting conditions. For carbide turning tools, the back angle should be between 6 to 10°, while for high-speed steel turning tools, it should be 8 to 12°. The main cutting edge angle is 60 to 75°, with the auxiliary cutting edge angle needing to be 8 to 20°. During rough cutting, it should be greater than zero, and during finish cutting, it should be less than zero. The tip radius is usually between 0.2 to 0.8mm.
Thirdly, it is crucial to cool and lubricate stainless steel during cutting, using a lubricant with excellent cooling and lubricating properties to effectively enhance work efficiency.
