




Laser welding is a significant aspect of laser material processing technology. It can be categorized by its working method into laser mode welders (manual welders), automatic laser welders, laser spot welders, and fiber-optic transmission laser welders. The process involves using high-energy laser pulses to locally heat small areas of the material, with the energy of the laser radiation diffusing into the material through heat conduction, causing it to melt and form a specific molten pool, thereby achieving the welding objective.
The principle of laser welding machines is essentially to complete welding through pulsed laser beams. Its principle can be divided into heat conduction and laser deep penetration. The heat conduction principle refers to the pointer heating the area to be welded through radiation. As the surface heat gradually penetrates into the material interior through heat conduction, the workpiece can be melted through relative energy, repetition frequency, and relevant laser parameters. For laser deep penetration, a continuous laser beam is required to perform the work, thereby achieving material interconnection and welding depth. With technological advancement (categorized as pulsed laser welding and continuous laser welding), pulsed laser welding has less than or equal to 100 spots per second, while continuous laser welding can reach less than or equal to 5,000 spots per second. This welding principle, under sufficient high-density laser irradiation, allows the welding material to rapidly absorb the energy of the laser beam at a point, resulting in complete melting and penetration of the metal material.
Compared to other traditional welding techniques, the main advantages of laser welding are:
1. The laser beam has a small laser focus spot with high power density, capable of welding high melting point and high-strength alloys.
2. Laser welding is a contactless process, eliminating tool wear and tool change issues. The laser beam energy and movement speed are adjustable, allowing for various types of welding operations.
3. Laser welding boasts high automation, can be controlled by computers, offers rapid welding speeds, and high efficiency, making it easy to perform welding on any complex shapes.
4. Laser welding results in a small heat-affected zone and minimal material deformation, eliminating the need for additional processing steps.
5. Lasers can weld workpieces inside vacuum chambers and those located within complex structural interiors.
6. Laser beams are easy to direct and focus, enabling transformations in all directions.
7. Laser welding is more convenient to operate than electron beam processing, as it does not require a strict vacuum equipment system.
8. Laser welding offers high production efficiency, stable and reliable processing quality, and good economic and social benefits.
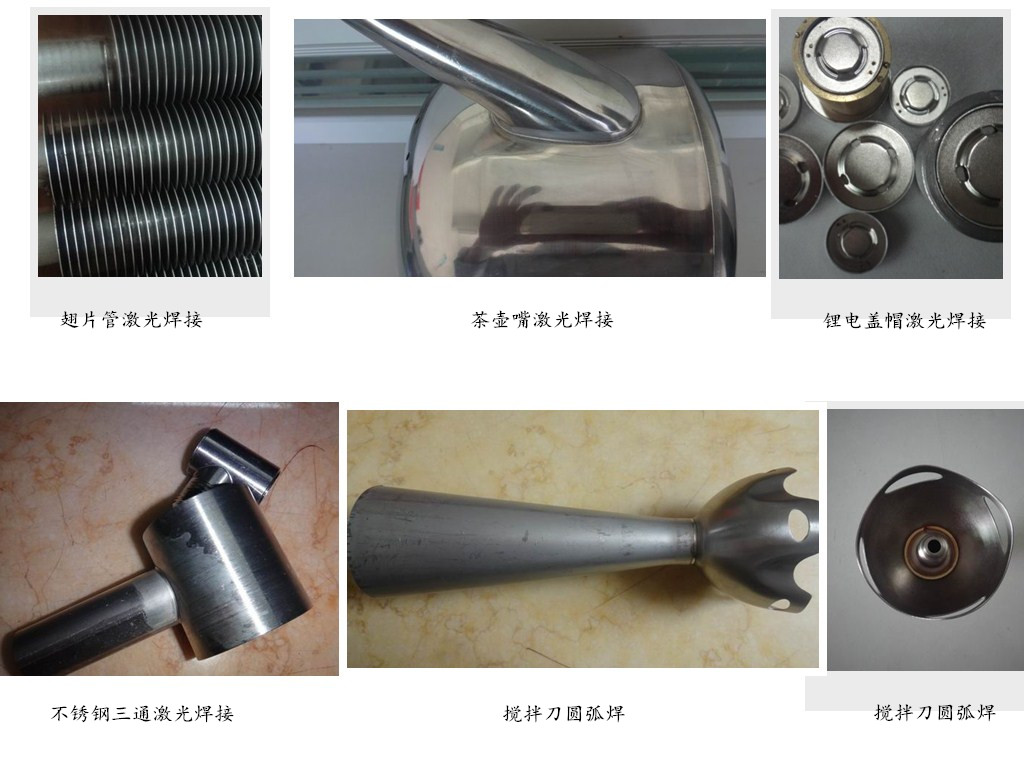
Application:
The laser welding process is suitable for welding metals such as gold, silver, titanium, nickel, tin, copper, aluminum, stainless steel, galvanized steel, and their alloys, enabling precise welding between the same type and different types of metals. It is widely used in industries such as aerospace equipment, shipbuilding, instruments and meters, electromechanical products, hardware accessories, kitchenware, digital accessories, fitness equipment, precision machinery, and automotive manufacturing.