




High-efficiency energy recovery dehumidifiers, suitable for auxiliary dehumidification in various drying rooms: heat pump dry rooms, electrically heated dry rooms, gas, oil-fired dry rooms, or coal-fired dry rooms. Directly or assist in dehumidifying the drying rooms, low energy consumption, effectively recovering heat while dehumidifying, available in models 300, 400, and 500.
The air within closed or heated drying rooms must be continuously refreshed to expel moisture and odors. Fresh air supplied externally to most drying rooms is at ambient temperature, consistent with the environment. When cold outdoor air is introduced, a significant amount of energy is required to raise the ambient air to the current temperature of the drying room (especially during winter when outdoor temperatures are extremely low). Initially, the drying room also has to endure considerable temperature fluctuations, and when the temperature difference is too great, it may have subtle effects on the material.
If the exhaust air's high-temperature energy can be utilized to preheat the incoming fresh air, it can significantly reduce energy consumption and may effectively ensure the room temperature stability in the drying room.
The Energy Recovery Dehumidifier is specifically designed to address this challenge. It only requires a small amount of electrical power to drive the fan, enabling it to significantly recover the heat emitted from the drying room, achieving low energy consumption and high dehumidification efficiency.
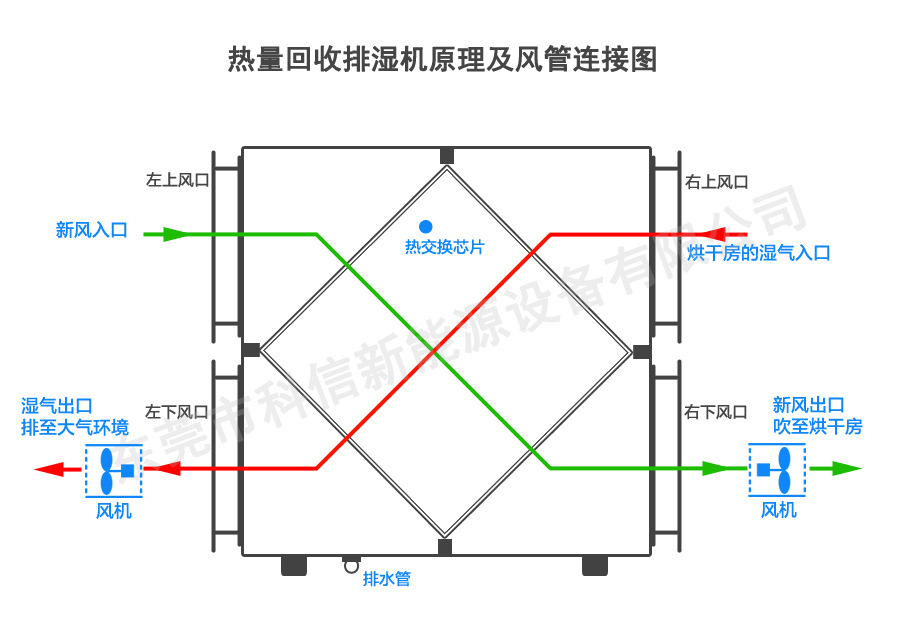
Operating Principle:
The energy recovery dehumidifier is equipped with a heat exchange chip. The high-temperature and high-humidity air (exhaust) from the drying room is first passed through the heat exchange core before being exhausted. The fresh air is also preheated by the heat exchange core before being introduced into the drying room. These two streams of air exchange heat within the energy recovery dehumidifier. They are separated by heat exchange aluminum foil, ensuring that the exhaust moisture does not mix with the fresh air. After absorbing the heat from the exhaust, the fresh air's temperature rises significantly without a change in humidity. The exhaust, after heat exchange, produces a large amount of condensate that is then exhausted, resulting in a decrease in temperature. This is then released into the outdoor environment. Since the fresh air is significantly heated by the heat exchange, it greatly reduces the energy consumption required to heat the fresh air to the drying room temperature.
Energy recycling moisture removal equipment features:
1. High-efficiency and energy-saving
Utilizing a dedicated high-efficiency heat exchange chip to fully recover the high-temperature heat from exhaust gases.
2. Isolation
The heat exchange chips utilize corrosion-resistant aluminum foil, with isolated and sealed heat exchange channels to prevent the mixing of fresh and exhaust air. The interior of the housing is lined with thick insulating cotton to prevent heat from escaping and to keep the surface temperature of the housing from becoming too high.
High Stability
No drive mechanism or moving parts, offering high reliability and long service life. Compact in size, easy to install and maintain, compatible with existing oven fans, and low in equipment investment and operating costs.
4. Low maintenance costs
Low maintenance intensity and low maintenance cost for daily upkeep.
5. Multi-field Applications
Can be widely matched with ovens, drying rooms, drying tunnels, large greenhouses, breeding facilities, desiccators, dehumidification equipment, etc.
New EnergySolution
Tailored engineering solutions at no cost, customized to meet the specific needs of each industry.
Drying Equipment Solutions
Suitable materials for use in the drying process primarily include a wide range of materials that can withstand temperatures between 20-80°C during drying, or materials that can tolerate higher temperatures but are more energy-efficient or safer to dry using a heat pump.



Water Treatment Project Solutions
Water treatment engineering is widely used in various fields, such as industrial wastewater treatment, urban solid waste management, urban effluent outlet governance, and rural wastewater treatment. It not only helps protect the environment but also enhances the efficiency of water resource utilization and reduces resource waste.



Direct-Flow Water Solution
Utilizing reverse osmosis water treatment technology, a professional manufacturer of drinking water systems, we produce top-quality drinking water equipment. Employing cutting-edge recycling technology, energy-efficient, all imported components, extensive project case history, high-quality assurance, offering professional fully automatic water softening systems, comprehensive production management, and quality assurance, years of research and development, trustworthy.



Hot Water Solutions
Hot water engineering is primarily used in residential areas, schools, factories, and other locations with a high population density, where water usage is concentrated. It is essential to ensure a continuous 24-hour supply, along with reasonable water temperature and stable pressure. Usage tends to peak in the evening, but comfort must be guaranteed at all times. Additionally, efforts should be made to minimize installation, operational, and maintenance costs.



