
Product Details
Main Products: Laboratory wastewater treatment equipment, integrated sewage t...






产品Price 36000.00/1. Please provide the Chinese content to be translated.
最小起订Quantity:1 1. Please provide the Chinese content to be translated. 供货总Quantity: 1000 1. Please provide the Chinese content to be translated.


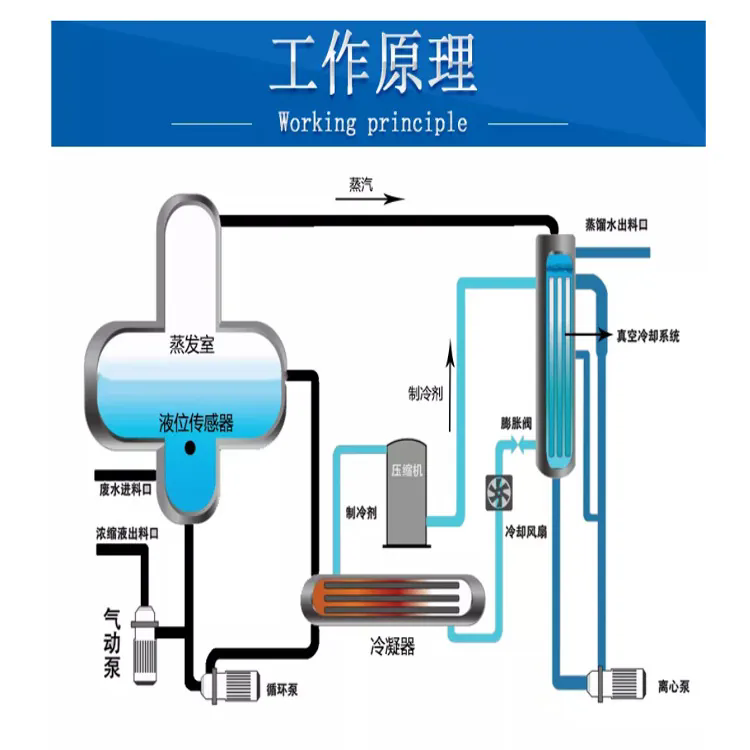
A green and efficient distillation equipment with a focus on both environmental protection and resource utilization, the low-temperature distillation equipment achieves effective resource use and environmental protection through its low-temperature technology. The low-temperature distillation technology utilizes the differences in boiling points of substances during the distillation process, achieving efficient separation of resources through low temperatures. In this process, the equipment heats the raw materials to the target boiling point and then transports them to the distillation tower. In the tower, substances with lower boiling points in the raw materials are first separated and collected by the condenser. Subsequently, the tower is heated again to the target boiling point, and the separation continues. Through such cyclic operations, the target substances are separated. The low-temperature distillation equipment has a broad range of application prospects across various fields, covering the following aspects: Chemical Industry: Low-temperature distillation technology can enhance the purity of chemical raw materials and reduce production costs. 2. Environmental Protection Industry: Low-temperature distillation technology can facilitate the environmental treatment of wastewater, waste gas, and solid waste, reducing environmental pollution. 3. Biotechnology: Low-temperature distillation technology can separate biological macromolecules in bioproducts, contributing to enhancing the quality and nutritional value of bioproducts. 4. Food Industry: Low-temperature distillation technology can extract nutrients from food, enhancing both its taste and nutritional value. Low-temperature Wastewater Evaporation System, utilizing the principle of concentration and a vacuum evaporator with a heat pump for automatic control. Customizable for various capacities of wastewater treatment. Vacuum maintained at about -96KPa, evaporation temperature kept around 33℃, suitable for machining industry's cutting wastewater, grinding wastewater, cleaning wastewater, electroplating wastewater treatment, RO membrane concentrate treatment, and other water-soluble wastewater treatments. Wastewater Evaporation Equipment, Low-Temperature Evaporation System Processing Effect: Achieve partial liquid waste "standard-compliant discharge." 2. Reduced processing costs; waste liquid treatment process produces clean water. 3. Waste water is processed through vacuum evaporation, concentrating the waste between 5%-15% while distilling and removing 85%-95% of the water as condensed effluent. This reduces waste by nearly 95% and kills bacteria, minimizing the spread of odors. 95% of the water resources are recycled and reused, with only 5% of the waste water being concentrated. 4. Evaporated and concentrated under low temperature and vacuum conditions, featuring safe design, 24-hour automatic operation, and automatic cleaning functions. Equipment Features: 1. Compressed air and power operation boasts low costs. 2. Automated, intelligent, and secure waste liquid processing 3. Reduce waste liquid treatment costs. The low-temperature processing technology has been optimized through practical application, featuring a pretreatment unit structure.+ Low-temperature evaporation system + ceramic membrane treatment process for filtration and normal temperature evaporation (membrane filtration is optional; however, recycled water may contain some trace impurities. Those with less stringent requirements for recycled water can choose based on actual conditions), capable of removing heavy metals, salts, and most organic matter, achieving simple reuse. For discharge, the actual water sample must be tested, and post-treatment processes must be carried out to meet national discharge standards before discharge. Equipment Advantages: 1. Reuse treated wastewater for recycled water to reduce production costs. 2. Physically low-temperature operation, no consumables required, low energy consumption. 3. The processed COD content is low, with some parts suitable for direct discharge. 4. Minimize manual labor, with automatic system purification. 5. The equipment operates smoothly and can handle large quantities of wastewater.



Phone Consultation