
 Automatic Sandblasting Recovery Booth
Automatic Sandblasting Recovery Booth
 Combination Steam and Dry Room
Combination Steam and Dry Room
 Suspended Spray-Dry Production Line Purification Equipment
Suspended Spray-Dry Production Line Purification Equipment
 Automated Spray Purification Equipment
Automated Spray Purification Equipment
 Eco-friendly Paint Booth, Fixed Dry Paint Booth, Exhaust Gas Treatment, Catalytic Combustion Equipment
Eco-friendly Paint Booth, Fixed Dry Paint Booth, Exhaust Gas Treatment, Catalytic Combustion Equipment
 Fixed Spray Booth
Fixed Spray Booth
 Dry spray painting booth
Dry spray painting booth
Product Details
Our main environmental protection equipment includes paint booths, sandblasti...





产品Price Negotiable
最小起订Quantity:1 Tai 供货总Quantity: 999 Tai


Power |
|
Purification rate |
99% |
Handle concentration |
0mg to 400mg |
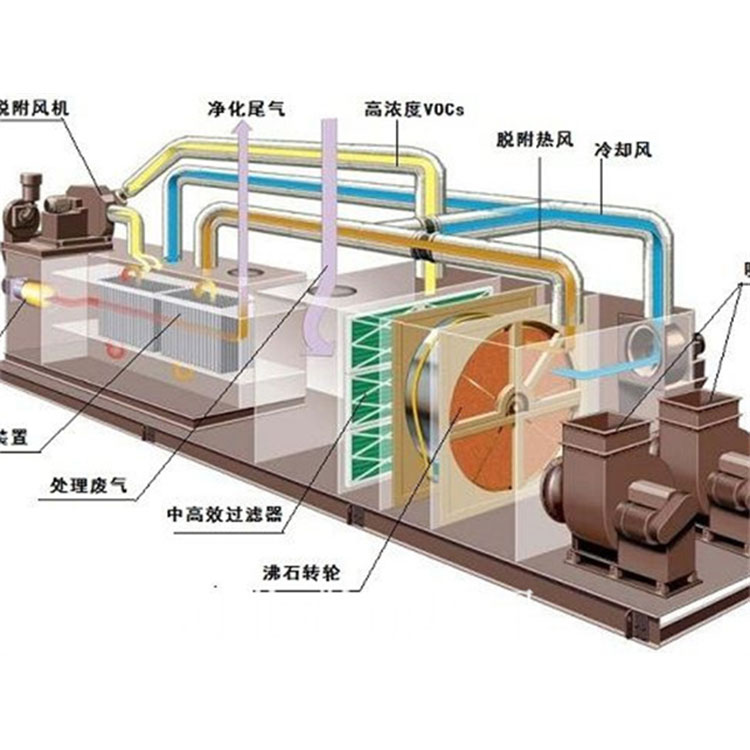
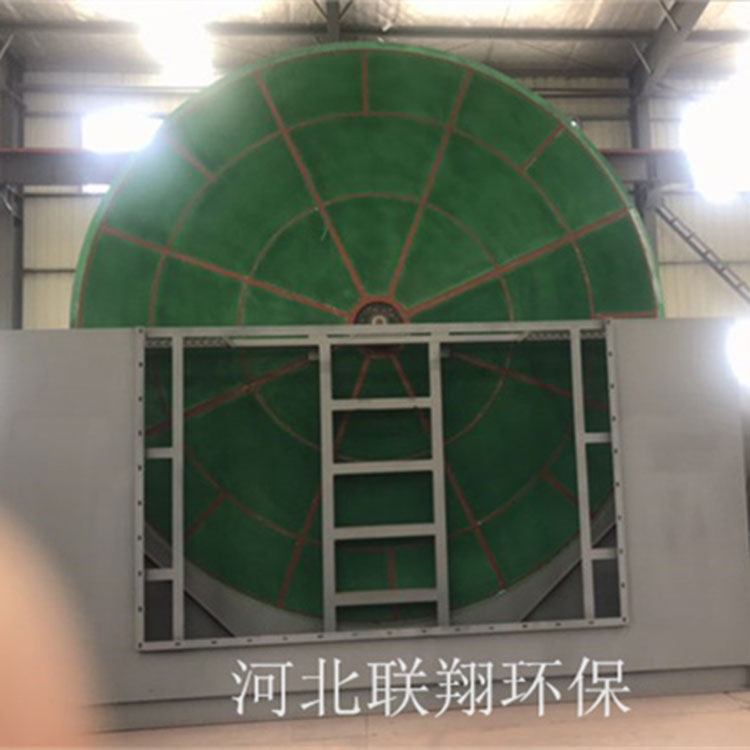
Zeolite Concentrate Wheel and Regenerative Thermal Oxidizer (RTO) System is a suitable organic waste gas treatment unit chosen by our company based on years of engineering experience for low concentration and high airflow applications. The system is mainly composed of pretreatment equipment, zeolite concentrate wheel, regenerative thermal oxidizer (RTO), fans, chimneys, etc. System Principle: The system primarily utilizes the porous adsorption property of zeolite molecular sieve to adsorb and concentrate organic matter. The concentrated organic matter is then oxidized and decomposed into harmless substances such as CO2 and H2O at a high temperature (≥750℃) in the RTO. Zeolite Rotary Adsorption Concentration Equipment Product Features Zeolite Concentration Wheel System is suitable for the concentration and adsorption treatment of low-concentration, high-volume volatile organic compounds. It has unique advantages in continuous stable operation, air volume treatment, exhaust gas concentration, and emission concentration. The Zeolite Concentration Wheel System has low pressure loss, high adsorption performance, low consumption, and low operation costs. It boasts excellent adsorption properties, a large specific surface area, continuous stable operation, and good desorption. It has low energy consumption, high reliability, and a well-designed performance, with a filtration efficiency of ≥95%. Zeolite Rotary Adsorption Concentration Equipment System Advantages 1. High purification efficiency, ≥95% 2. Zeolite is non-flammable and highly reactive. 3. Low consumption, minimal equipment maintenance required 4. The equipment has a high air handling capacity with a small footprint. 5. Concentration ratio up to 20:1, low operation costs 6. Low CO2 emissions, no secondary pollution generated 7. Desorption temperature up to 220°C, zeolite has a long service life 8. Continuously desorb and treat pollutants without pressure fluctuations. Operating Principle: VOCs emissions are effectively adsorbed into the zeolite after passing through a hydrophobic zeolite concentrator wheel, achieving the removal purpose. The clean gas of volatile organic compounds adsorbed by the zeolite is directly emitted into the atmosphere through the chimney. The wheel rotates at a speed of 1-6 rotations per hour, simultaneously transferring the adsorbed volatile organic compounds to the desorption zone. A small amount of heated gas is used in the desorption zone to desorb the volatile organic compounds. After desorption, the zeolite wheel rotates back to the adsorption zone, continuously adsorbing volatile organic gases. The concentrated organic waste gas after desorption is sent to the incinerator for combustion, converting it into carbon dioxide and water vapor, which are then emitted into the atmosphere.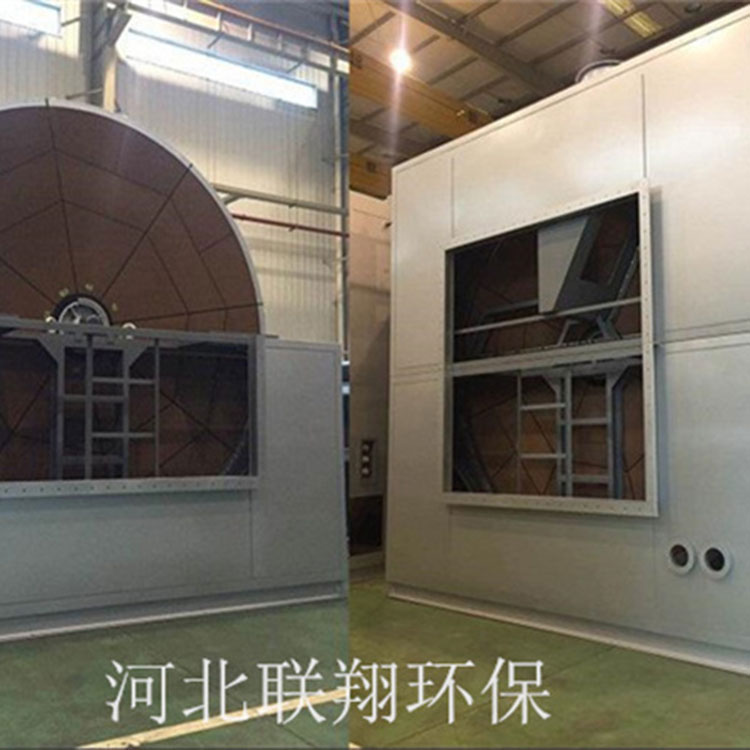







.jpg)

Phone Consultation