



Cleaning and Preventive Cleaning of Screws
Generally speaking, while mechanical cleaning methods may be highly effective, they can contain particles that may linger or clog critical machine components, leading to blockages in parts like thermal gate pins. Chemical cleaners, or foam or expanding cleaners, may be more effective at cleaning the common "hard-to-reach" areas in certain screws and components.
To maximize cleaning effectiveness, the following basic standards must be adhered to:
Make sure the barrel is fully filled with cleaner.
2. Once the cleaning begins to flow out of the machine, ensure the screw speed is between 70 to 120 rpm. Throughout the process, use short-duration burst cleaning to clean the check valve and nozzle.
3. During the cleaning process, promptly stop the screw rotation to allow the cleaning agent to reach any tight spots on the screw.
4. Ensure the cannon temperature is set for cleaning at the current temperature required for removing materials.
By adjusting the screw rotation speed and material flow rate, a high fluctuation environment of pressure and agitation can be provided for the cleaning process, enabling the cleaning compound to achieve an excellent working condition. Until the cleaned material shows no significant contaminants.
To prevent the accumulation of pollutants, a regular cleaning process or preventive cleaning process should be established.
To prevent the accumulation of pollutants, a routine cleaning process or a preventive cleaning process should be established on a regular basis.

Preventive cleaning benefits injection molding factories primarily in the following aspects:
1. Reduce waste.
2. Increase machinery utilization.
3. Minimize downtime.
4. Reduce resin consumption.
5. Increase production efficiency.
Shut down and clean before holidays. Due to the oxidation of common resins over time, which leads to contamination, it is not recommended to leave materials in the drum during long-term shutdowns (such as holidays).
Recommend using screw cleaner before shutdown for cleaning. After the screw is thoroughly cleaned mechanically or by blending, it is strongly advised to seal the machine, i.e., fill the cylinders with cleaning compounds, to minimize material oxidation or carbon buildup, especially with non-glass fiber-filled cleaning compounds.
Implementing a preventive screw cleaning program is crucial for enhancing the efficiency and profitability of plastic processing facilities. Whether it's black spots caused by resin degradation or color contamination left during the production process, most aesthetic issues are related to the lack of a proper screw cleaning procedure.
Maximize the use of screw cleaner to enhance cleaning efficiency. Adding the appropriate amount of screw cleaner during preventive maintenance and cleaning can significantly reduce carbon buildup and eliminate the possibility of resin and color cross-contamination.
Recommend the following preventive screw cleaning procedure for injection molding, including the following four steps:
1. Clean the screw and cylinder with mechanical or mixed cleaning agents. The first step is to remove any contaminants and buildup from the screw and cylinder.
2. Intermittent cleaning before and after production. This step varies depending on the resin and color. It's highly necessary to clean with chemicals or a mixed cleaning agent every two to three days.
3. Seal the cylinder with a non-glass cleaner to extend downtime. This step is very useful for removing oxygen from the cylinder (eliminating any possibility of oxidation) and preventing any carbon deposits that may occur in the initial stage.
4. Clean the hot runner system and molds. After the screw and cylinder system has been cleaned, it may be necessary to increase the cleaning temperature to help clean the hard-to-reach areas of these components.
The correct molding machine shutdown procedure is as follows: The key cleaning procedures to follow during shutdown:

In most cases, no adjustments to the speed or temperature settings are needed after a thorough cleaning.
Ensure all auxiliary equipment is disconnected.
2. Clean the hopper and feed opening.
3. Clear the barrel to ensure no resin residue remains inside.
4. Add a cleaner for the drum capacity. Typically, a normal cleaning process requires just one drum's worth of cleaner; older equipment or more difficult-to-clean resins may necessitate more cleaning agent.
5. Continue cleaning until it is thoroughly clean with no contamination.
6. During this process, the cleaning agent undergoes a thermal mixing reaction, decomposing the color and degraded polymer on the cylinder and screw.

7. For materials that are difficult to clean, a soak-in cleaning agent process may be required. In some cases, slightly reducing the cylinder temperature and allowing the cleaning agent to remain in the cylinder for a period can yield better cleaning results.
8. After the cylinder is fully cleaned, fill it with cleaning agent, stop the screw rotation, and turn off all heaters on the machine.
The mold injection machine startup procedure is as follows: these are the key steps to follow when starting up the mold injection machine.
Turn on the machine power and set the working temperature to the specified temperature.
Do not turn the screws before heating to operating temperature and achieving proper heat immersion.
3. Additional startup procedures required to follow the process.
4. Once the working temperature is reached, slowly turn the screw.
5. If any contaminants are present in the material discharged from the machine, add more cleaning agent to clean the machine until it is thoroughly cleaned.
6. Add the resin required for normal production operation and flush out the remaining cleaner.
7. Prepare the machinery and begin production. By following these procedures, the shutdown and startup of the machinery will be simplified, and normal production will commence quickly after startup.
Considering that no two detergents are alike, here is the crucial information it should obtain from the detergent supplier:
Ensure the appropriate cleaner is chosen for the materials and machinery used.
2. Train operators correctly to ensure the desired cleaning results are achieved.
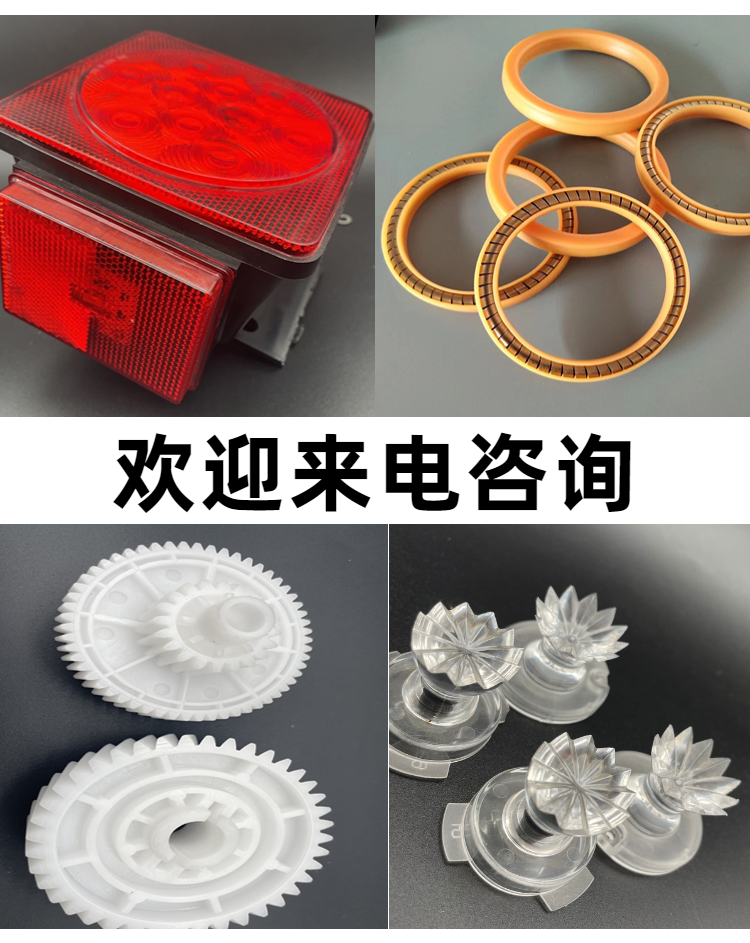
Jiaxing Injection Molding Rubber has been committed to the production of plastic products for over 8 years, a comprehensive manufacturer with independent research and development capabilities, capable of producing both conventional and unconventional plastics.
From plastic mold development and manufacturing to injection and extrusion production, and even shipping, we offer a specialized technical and tracking service!
We specialize in manufacturing plastic parts of various materials, specifications, and applications, including injection-molded, extruded, and machined components. As long as you provide the drawings or samples, we can successfully complete the task according to your requirements!
Your suggestions and requirements are the premise of our progress, and your trust and support are the foundation of our survival!
We welcome both new and existing customers to visit our factory for discussions!
Injection Material: PA, ABS, PP, PE, POM, PVC, EVA, TPE, TPV, TPU, PU, PEEK, PPS, PI, PSF and various special plastics.