




Steel Lined PE Storage Tank Technology and Characteristics:
Steel-lined plastic storage tanks are made from polyethylene (PE) and are formed in one piece using the rotational molding process (heated roll molding). Steel mesh is welded to the surface of the steel body, integrating the steel surface, steel, mesh, and plastic into a single unit.
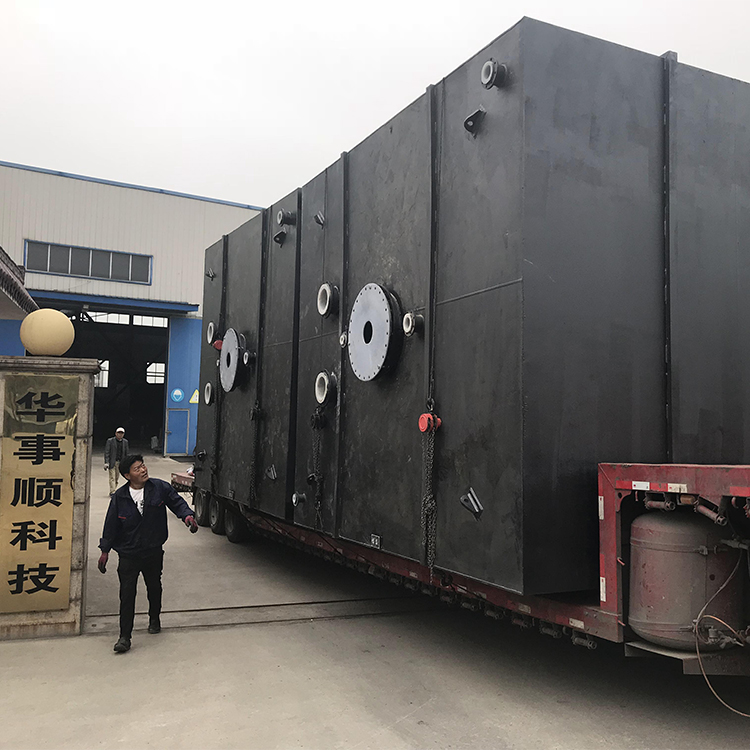
Structure: Steel-plastic lined products typically consist of the drum body, flat bottom, top closure, manway, inlet flange, outlet flange, and liquid level gauge port flange. Horizontal steel-plastic storage tanks usually also feature standard steel supports. These products are generally designed and manufactured according to the user's on-site requirements.
Steel-lined plastic storage tanks feature excellent overall integrity, high strength, seamless design, non-leakage, impact resistance, good flexibility, lightweight, long service life, resistance to acids and alkalis, tolerance to organic solvents, compliance with hygiene standards, and a wide range of specifications and varieties. Particularly, their superior corrosion resistance, long lifespan, and diverse specifications offer significant advantages, making them an ideal product for storing and transporting various types of chemical liquid and semi-solids.
Steel-lined PTFE Storage Tank Technology and Characteristics:
Steel-lined PTFE storage tanks refer to storage tanks that, according to the different working conditions and requirements of the customer, select suitable PTFE plate thicknesses of 3mm/4mm, and bond the PTFE plate to the inner surface of the steel body to achieve the purpose of corrosion resistance. The specific steps are as follows: first, sandblast and clean the steel base of the equipment with a cleaning agent, then dry it. Next, apply a layer of special adhesive evenly on the inner surface of the product, and also apply a layer of adhesive to the reverse side of the PTFE plate. Then, position the PTFE plate correctly and apply it. After positioning the PTFE plate with adhesive, apply it first, followed by local heating and rolling to expel the air trapped between the plates, ensuring a tighter fit. After all the composite plates are bonded, use a professional cutting machine to open a "V" shaped long groove at the joint of the two composite plates. Use an imported high-temperature welding torch with Φ3.5mm PFA welding rods, and weld the two composite plates together in the middle of the grooves, ensuring no impurities, bubbles, or incomplete welds. After the overall welding is completed, use a pinhole tester to test with 15,000 volts to check for any microholes and make repairs. After inspection, use an imported grooving machine to flatten the protruding welding rods on the composite plate, and then reinforce them with a 20mm wide welding strip, ensuring a firm and hole-free weld. After welding, test for pinholes with 30,000 volts to further confirm the welding effect. Clean the impurities in the gaps thoroughly.

