
















详情描述

Product Overview
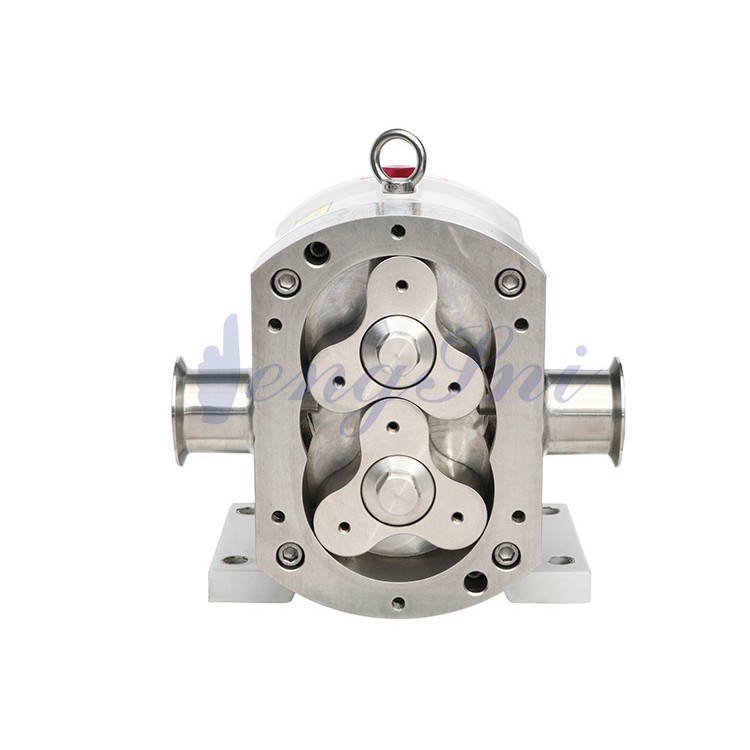
Constantly developing and manufacturing various configurations of rotor pumps based on the complex operating conditions and process requirements of the chemical industry. The products can be customized according to different material properties and operating conditions, meeting user needs. Optional built-in safety valves effectively prevent equipment damage due to excessive outlet pressure, and can replace pipeline safety valves to avoid the failure of pipeline safety valves due to material blockage. Chemical-grade rotor pumps ensure efficient, stable, and safe transportation, helping users achieve cost reduction and efficiency improvement, energy conservation, and environmental protection.
Product Features
Rotors maintain a certain gap with the pump housing, no contact, and friction-free, resulting in a long service life.
Highly efficient and energy-saving, with low failure rate, reliable sealing, and low noise.
Available for online maintenance, easy to assemble and disassemble, convenient for maintenance and cleaning, with few fragile parts.
■ Suitable for conveying materials with high viscosity, high concentration, and poor fluidity.
The pump head can be configured with a sanitary grade safety valve, making overpressure protection of the piping system simpler.
Built-in thermal insulation and cooling structure with good thermal conductivity and easy installation.
Available in various connection types, including flanged, threaded, and clamp-style.
■ Suitable for conveying gas, liquid, and solid materials; wide range of material types.
The pump's output flow can be adjusted by varying the main shaft speed and can also be used as a general metering pump.
The impeller and pump cavity, made with special materials and processes, are capable of transporting media containing solid particles such as sludge and wastewater.
询价单


