
















详情描述

Product Description
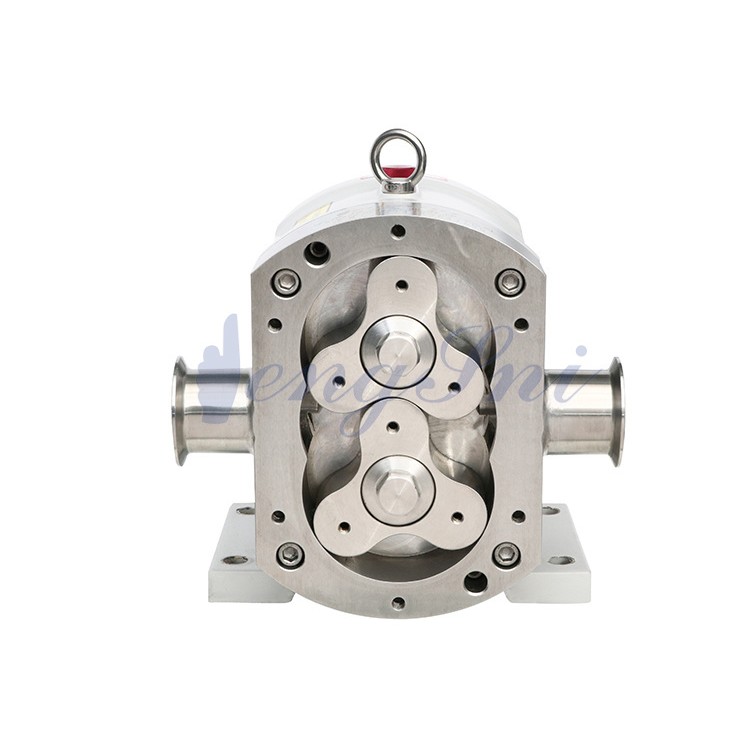
Configuring a safety valve with the rotor pump is an essential method to protect the pump, preventing damage due to misuse. The built-in safety valve is a specialized hygienic safety valve designed and developed in-house, featuring sensitive response, compact structure, and attractive appearance, and has obtained multiple patents.
Product Features
Rotors maintain a certain gap, no contact, and no friction with the pump housing, resulting in a long service life.
Highly efficient and energy-saving, low failure rate, reliable sealing, and low noise.
■ Can be easily checked online, with simple assembly and disassembly, easy maintenance and cleaning, and few fragile parts.
■ Capable of conveying materials with high viscosity, high concentration, and poor fluidity.
■ Sanitary grade safety valves can be configured on the pump head, making overpressure protection for the pipeline system simpler.
Self-contained thermal insulation and cooling structure, excellent thermal conductivity, easy to install.
Available in various connection types, including flanged, threaded, and clamp-style.
■ Suitable for conveying gases, liquids, solids; wide range of material types.
The pump's output flow can be adjusted by varying the main shaft speed, and it can also be used as a general metering pump.
■ After employing special materials and processes for the impeller and pump cavity, the equipment can transport mediums containing solid particles such as sludge and wastewater.
询价单


