







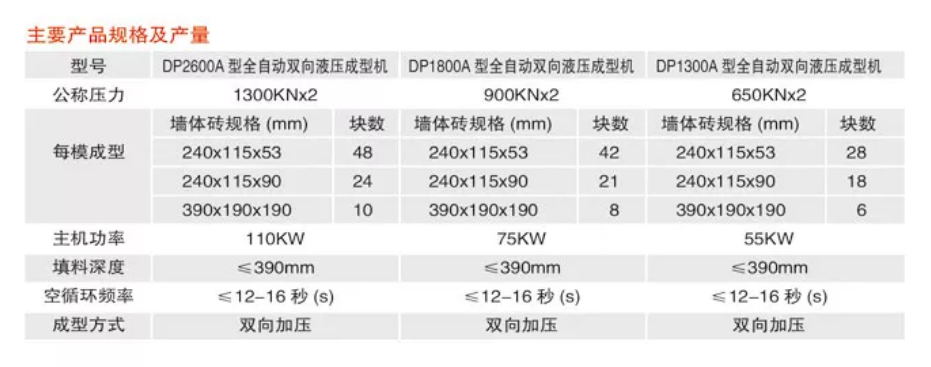
Main unit section:
1. Utilizing the principle of double-acting hydraulic cylinders for both top and bottom, the bricks are formed through bidirectional pressing, resulting in bricks with consistent density. This method increases production output, ensures product quality stability, and raises the yield rate. Moreover, it allows for flexible switching between bidirectional pressing and simulated bidirectional pressing modes according to actual production needs. It is currently the most advanced fully automatic hydraulic molding machine with the highest forming pressure in the industry.
2. Features a four-beam, four-column structure with high guiding accuracy, stable operation, and reliable performance.
3. Both the top and bottom pressing heads of the mold frame are equipped with closed-loop servo control, utilizing imported high-pressure, high-precision proportional servo valves. During operation, the frame of the mold frame's supporting feeding trolley联动the upper movement. High-precision import displacement sensors are installed on both the top and bottom pressing heads of the mold frame, automatically monitoring and evaluating the filling depth of each mold based on the theoretical and actual heights of the molded bricks. The microcomputer continuously adjusts and corrects in real-time, ensuring precise positioning and repeatable accuracy, with the height dimension controllable within ±1MM.
4. During the brick molding process, the mold frame can serve as both a main and a passive component. Simply by utilizing the pre-set programs in the computer, continuous production of solid bricks and blind-hole bricks can be achieved.
5. During the pressing process, a segmented multi-pressure and multi-exhaust technique is employed to increase the speed of brick blank production and ensure smoother operation.
Palletizing section:
The stacker machine features automatic gripping, conveying, placing, and resetting functions. It can pre-set gaps between bricks during the jointing process according to actual conditions, allowing high-pressure steam to more easily contact all four sides of each brick during autoclaving, thereby shortening the autoclaving cycle. After the gripper assembly holds the brick, it can be retracted, released, or rotated as needed, positioning the bricks in an interlocking pattern. This prevents the bricks from toppling during stacking and conveyance on the autoclaving trolley. With simple adjustments, it can accommodate the gripping of various products of different sizes. It achieves 3D positioning through photoelectric sensors and rotary encoders.
