


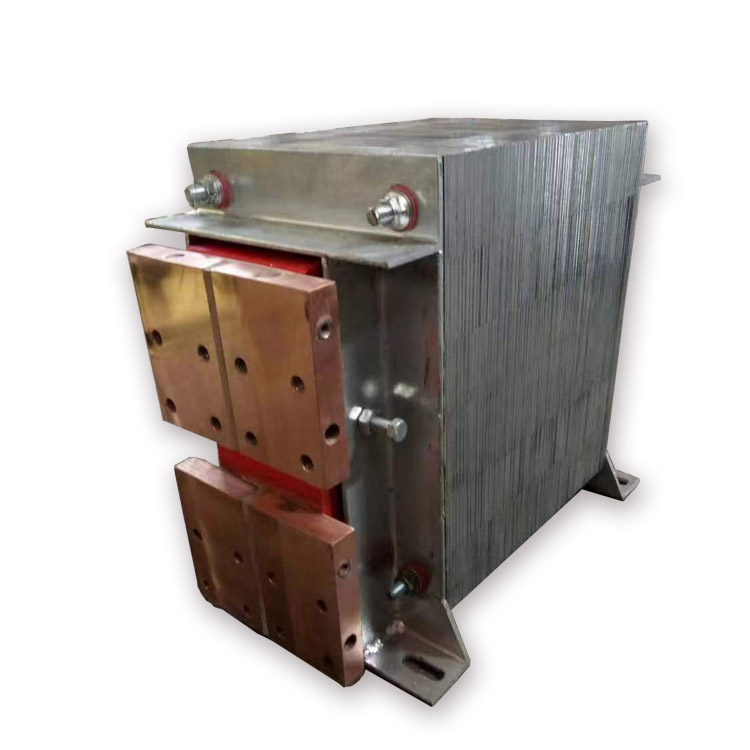
A welding transformer is a two-winding transformer. To adjust the arc ignition voltage, the primary winding is equipped with taps, which are adjusted using a tap switch to regulate the secondary side's no-load voltage. The primary and secondary windings are mounted on two core columns, giving the transformer a high leakage reactance, causing the secondary terminal voltage to sharply decrease with increasing current. An iron-core reactor is串联 in the secondary winding circuit for adjusting the welding current. Increasing the air gap length of the reactor results in a higher current as the air gap grows.
Welding transformers come in mainly three types: iron-core, winding-core, and tap-changing. The basic principle of welding transformers has remained relatively unchanged for decades. Both domestically and internationally, welding transformers in use are a special type of step-down transformer with a sharp external characteristic. Despite being categorized into several types based on the methods to achieve this sharp external characteristic, the way reactors are combined with transformers, and the methods of current regulation, the fundamental principle remains the same as that of general transformers.
W1 is the primary winding, and W2 is the secondary winding. Both W1 and W2 are wound on the same iron core. The primary winding transfers electrical energy to the iron core, creating a varying magnetic field within it. The iron core then transfers the magnetic energy to the secondary winding, generating induced electromotive force. This is the basic working principle of a transformer. k, the ratio of the induced electromotive forces in the primary and secondary windings of the transformer, is equal to the ratio of their turns.
Welding transformers are widely used in production, essentially being a special type of step-down transformer. Their operating principle is the same as that of a standard transformer, but their performance differs significantly. The characteristics of welding transformers include: before welding, the secondary winding must have sufficient arc voltage (60-75V), and during welding, as the welding current increases, the secondary voltage can rapidly decrease. Even if the secondary side is short-circuited (such as when the welding rod touches the workpiece, the secondary voltage is zero), the secondary current will not be excessively high. In other words, the relationship between the output voltage u2 and output current i2 of the welding transformer is as shown in Figure 1(b).
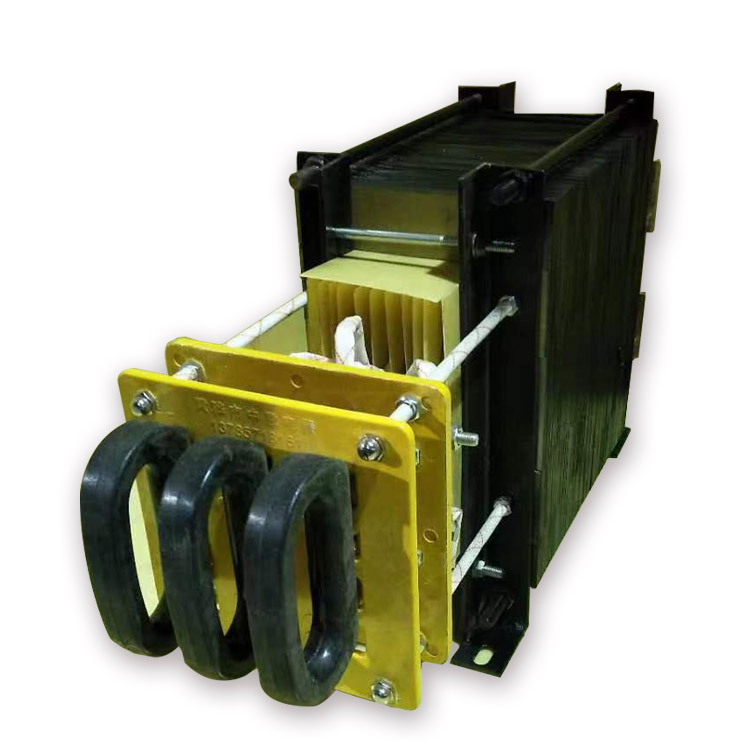
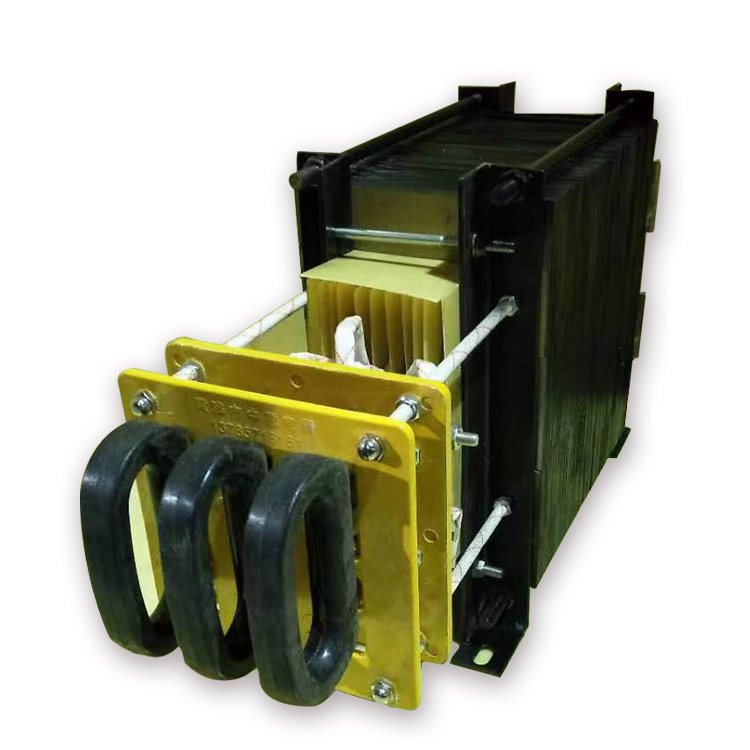
The welding transformer possesses these characteristics due to its unique structure, differing from that of a standard transformer. The principle of the welding transformer is illustrated in Figure 1(a). Its primary and secondary windings are mounted on two separate cores, with the secondary winding connected in series with a reactor. The reactor core has not only a certain air gap but also a rotating screw that can adjust the length of the air gap to achieve different welding current sizes. As the air gap increases, the current increases, shifting the external characteristic curve to the right. Conversely, when the air gap decreases, the current also decreases, shifting the external characteristic curve to the left.

